Двойной контроль качества швов при производстве банок для напитков
В банка с напитком производство, двойной шов Это механическое соединение, которое соединяет корпус банки с крышкой. Шов формируется в результате двух операций прокатки, в ходе которых слои металла складываются вместе, создавая плотное герметичное уплотнение. Готовый шов содержит пять слоев металла — три из крышки и два из корпуса банки.
Поскольку шов является основным барьером, защищающим напиток внутри контейнера, даже небольшой дефект может привести к протечке, проникновению кислорода или микробному загрязнению. В результате производители внедряют строгие процедуры контроля для проверки целостности швов на протяжении всего производственного процесса.
Зачем проверять двойные швы?
Правильное формирование шва имеет решающее значение для обеспечения безопасности продукта и срока его хранения. Правильно сформированный двойной шов предотвращает утечку жидкости и препятствует проникновению кислорода и микроорганизмов внутрь банки.
Если шов выполнен некачественно, могут возникнуть различные проблемы:
- Утечка продукта во время хранения или транспортировки.
- Попадание кислорода ухудшает вкус и газированность.
- Микробное загрязнение
- Преждевременная порча и сокращение срока годности
В связи с этими рисками производители напитков регулярно проверяют швы на протяжении всего производственного процесса, чтобы убедиться, что каждая банка соответствует заданным размерам.
Методы контроля швов
Контроль качества двойного шва обычно осуществляется в рамках многоуровневого подхода, сочетающего внешний осмотр, измерение размеров и разрушающие испытания.
Визуальный и внешний осмотр
Операторы регулярно проверяют внешнюю сторону швов на наличие видимые дефекты. Эти проверки помогают выявить распространенные проблемы, такие как:
- Острые швы
- Свисающие
- Вис
- Шпоры
- Неполные рулоны шва
Визуальный осмотр очень эффективен и позволяет выявить приблизительно 80–901 тонну проблем со швами в ходе планового производственного мониторинга.
Обычно производственные бригады проверяют по одной банке с каждой уплотнительной головки примерно каждые 30 минут.
Разрушающие испытания на разборку
Одних лишь внешних проверок недостаточно для подтверждения внутренней структуры шва. Поэтому для изучения образования внутренних крючков периодически проводятся разрушающие испытания.
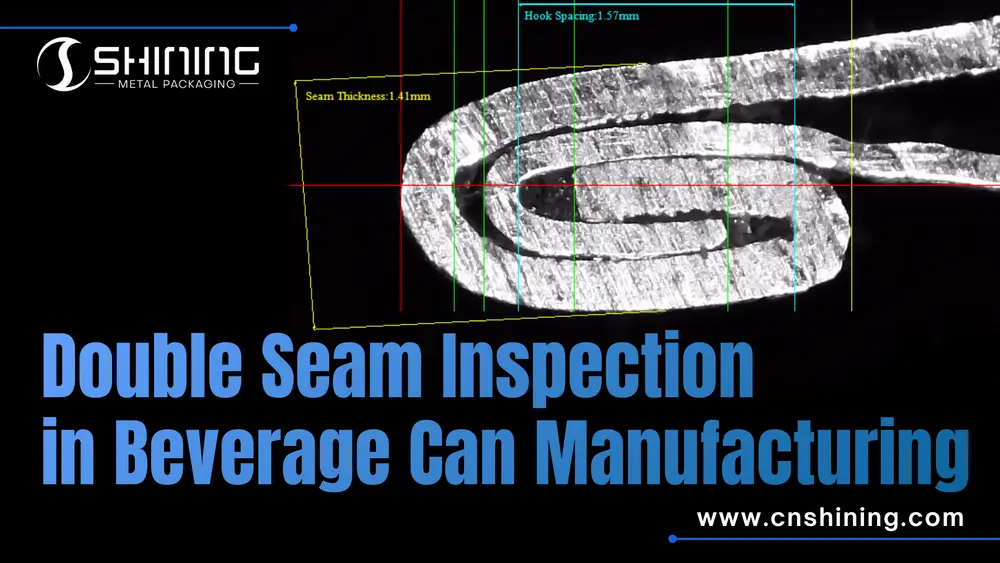
При разборке и инспекции образец банки разрезают, чтобы обнажить поперечное сечение шва. Затем специалисты измеряют несколько внутренних параметров, включая длину крючка и перекрытие.
Также проверяется наличие складок на крючке для сшивания, которые могут указывать на неправильное давление при сшивании или неправильную настройку рулона.

Основные размеры швов
Для обеспечения качества шва производители контролируют несколько критически важных параметров. Эти измерения подтверждают, что шов находится в пределах допустимых отклонений и обеспечивает надежную герметизацию.

| Параметр | Описание | Важность |
|---|---|---|
| Длина крючка чехла | Загнутый край крышки после сшивания. | Обеспечивает надежное соединение с крючком для крепления к телу. |
| Длина крюка для тела | Загнутый край корпуса банки. | Определяет внутреннюю структуру сцепления. |
| Толщина шва | Общая толщина готового шва. | Указывает на правильное сжатие металлических слоев. |
| Высота шва | Вертикальный размер шва. | Помогает проверить правильность давления и выравнивания валков. |
| Перекрывать | Длина в месте соединения крючков корпуса и крышки. | Недостаточное перекрытие может привести к протечкам. |
| Глубина зенковки | Глубина профиля крышки относительно шва. | Влияет на прочность крышки и геометрию шва. |
Инспекционное оборудование
Для проверки и измерения двойных швов в условиях производства напитков используется ряд специализированных инструментов.
Комплект для ручной проверки шва
Традиционный набор для проверки шва обычно включает в себя:
- Дисковый консервный нож
- Зажим для обрезки концов
- микрометр шва
Эти инструменты позволяют техникам снять крышку, обнажить поперечное сечение шва и с высокой точностью измерить толщину шва и глубину зенковки.
Системы проекции швов и видеоизмерения
Современные проекторы швов и системы видеоинспекции автоматизируют измерение швов. Эти системы получают изображения поперечного сечения шва с высоким разрешением и измеряют критически важные размеры за считанные секунды.
Типичное разрешение может достигать 0,001 мм, что обеспечивает высокоточные данные измерений для статистического контроля процессов (SPC).

Автоматизированные анализаторы швов
Внедрение компьютеризированных анализаторов швов в 1990-х годах еще больше повысило эффективность контроля. Эти системы автоматизируют как раскрой швов, так и анализ размеров.
Современные анализаторы могут записывать данные измерений, создавать диаграммы статистического контроля процессов (SPC) и выявлять производственные тенденции до возникновения дефектов.
Неразрушающие сканеры швов
В некоторых современных системах контроля используются оптические или рентгеновские сканирующие технологии для измерения швов без разрезания банки.
Эти системы позволяют проводить контроль качества швов 100% непосредственно на производственных линиях, сводя к минимуму отходы продукции.
Передовые методы контроля качества швов
Большинство производителей напитков используют структурированные процедуры контроля качества швов для поддержания стабильного качества герметизации.
- Проводите визуальный осмотр швов каждые 30 минут.
- Измеряйте толщину шва и глубину зенковки во время производства.
- Проводите разрушающие испытания на разрыв швов в каждую смену.
- Запишите данные о шве и сравните их со спецификациями поставщика.
- Используйте статистический контроль процессов для отслеживания тенденций изменения толщины швов.
- Немедленно остановите производство, если критические размеры превышают допустимые пределы.

Часто задаваемые вопросы: Двойной контроль швов
А: Минимальное перекрытие должно составлять не менее 1,0 мм для обеспечения герметичности и предотвращения протечек. Инженеры должны проверить это соответствие спецификациям поставщика во время испытаний на разборку, чтобы избежать проблем с совместимостью с уплотнительным оборудованием.
А: Проводите разборочные испытания не реже одного раза за смену, каждые 3-4 часа, для измерения внутренних размеров, таких как длина крючка. Такая частота помогает выявлять ранний износ швейных машин, снижая риск брака партии.
А: Герметичность швов ниже 75% может привести к образованию складок, создающих микропротечки и способствующих загрязнению. Отделам закупок следует выбирать банки с подтвержденной герметичностью, чтобы минимизировать риски отзыва продукции на производстве.
А: Большинство сканеров, таких как Auto XTS, поддерживают стандартные размеры банок для напитков, но необходимо проверить совместимость с нестандартными размерами. Инженерам необходимо откалибровать сканер для конкретной высоты шва, чтобы обеспечить точные измерения без остановок производства.
А: Сравните измеренные параметры, такие как глубина зенковки и толщина шва, с документацией поставщика, используя микрометры. При закупках включите в контракты критерии приемки, позволяющие на ранней стадии отбраковывать партии, не соответствующие требованиям.
А: Для обнаружения отклонений следует стремиться к точности 0,01 мм, используя такие инструменты, как шовные микрометры. Это обеспечивает целостность уплотнения, и инженеры должны регистрировать данные для анализа тенденций и прогнозирования отказов оборудования.
А: Визуальный контроль позволяет выявить 80-901 дефектов, но пропускает внутренние проблемы, такие как плохое перекрытие. В сочетании с измерением размеров это обеспечивает полную уверенность в качестве, особенно на высокоскоростных линиях, где при закупках основное внимание уделяется надежным поставщикам.
А: К рискам относятся сбои в программном обеспечении, влияющие на регистрацию данных, что приводит к необнаруженным тенденциям. Инженеры должны регулярно проверять результаты статистического контроля процессов (SPC), а отдел закупок оценивает поддержку поставщика с точки зрения долгосрочной надежности.
