Благодаря превосходным противоподделочным свойствам и герметичности, ROPP (Roll-On Pilfer-Proof) Крышка стала предпочтительным вариантом для упаковки газированных напитков, функциональных напитков и алкогольной продукции. алюминиевая упаковка для напитков В данной отрасли затворы ROPP являются ключевой технологией, обеспечивающей целостность продукции и безопасность потребителей. В этом руководстве представлен углубленный анализ принципов их работы, отраслевых стандартов и методов профессионального устранения неполадок.

1. Что такое крышка ROPP и каковы её основные преимущества?
Ан кепка ROPP Это алюминиевая крышка с защитой от вскрытия, которая изготавливается непосредственно на горлышке бутылки методом механической прокатки. Название РО аббревиатура расшифровывается как Roll-On (формирование нитей), и ПП означает Pilfer-Proof (защищенная от несанкционированного вскрытия кольцевая структура).
- Доказательства фальсификации: Защитная лента от кражи рвется при открытии и остается на горлышке бутылки, являясь явным доказательством попытки вскрытия.
- Надежность герметизации: Резьба, нарезанная непосредственно на месте, обеспечивает идеальное прилегание к горлышку бутылки, гарантируя превосходную герметичность и защиту от окисления.
- Возможность повторного закрытия: Для сохранения свежести крышку можно закрутить обратно после первого открытия.
- Устойчивое развитие: Изготовленный из алюминиевого сплава, он подлежит вторичной переработке по стандарту 100%, что соответствует мировым тенденциям в области устойчивой упаковки.

Конструктивные компоненты
- Верхняя рифленая поверхность / Вентиляционные прорези: Увеличивает трение для более легкого открывания или позволяет газу выходить при открывании газированных напитков, предотвращая соскальзывание крышки.
- Зона формирования резьбы: Зона, предназначенная для вальцов, предназначенная для прижима и формирования резьбы.
- Точки останова моста: Количество и ширина этих точек могут регулироваться в зависимости от требуемого момента затяжки при открытии.
- Ремешок, защищающий от кражи: Кольцо, которое зацепляется под предохранительный выступ (переходное кольцо) горлышка бутылки.
2. Технические характеристики и отраслевые стандарты
Защитные колпачки ROPP изготавливаются преимущественно из Алюминиевый сплав 8011, при типичной толщине приблизительно 0,23 мм.
Общие размеры и сравнение со стандартами
Наиболее распространенные размеры резьбы для алюминиевых бутылок: 28 мм и 38 мм:
- Резьба 28 мм: Соответствует европейскому MCA2 стандарты и США GPI-1621, GPI-1650, GPI-1655 Стандарты. Используются для газированных напитков, функциональных напитков, соков и крепких спиртных напитков.
- Резьба 38 мм: В основном используется для бутылок с широким горлышком, бутылок для напитков, воды и фармацевтических препаратов.

| Спецификация | Номинальный диаметр (мм) | Высота (мм) | Наружный диаметр резьбы (мм) | Диаметр полипропиленовой ленты (мм) |
|---|---|---|---|---|
| 28×15 | 28 ±0,15 | 15 ±0,2 | 28.1 – 28.25 | 27.7 – 27.9 |
| 28×18 | 28 ±0,15 | 18 ±0,2 | 28.1 – 28.25 | 27.7 – 27.9 |
| 38×18 | 38 ±0,15 | 18 ±0,2 | 38.1 – 38.25 | 37.7 – 37.9 |
- Полиэтиленовая облицовка: Подходит для продуктов, не требующих термической стерилизации, таких как алкогольные напитки.
- Вкладыш из термоэластопласта: Имеет рифленую конструкцию для более надежной герметизации; идеально подходит для газированных напитков или продуктов, требующих термической стерилизации.
3. Оборудование для укупорки и инвестиционный справочник
| Тип оборудования | Уровень автоматизации | Скорость (уд/ч) | Приложение | Ценовой диапазон (доллары США) |
|---|---|---|---|---|
| Полуавтоматическая машина ROPP | Ручная погрузка/разгрузка | 600 – 1200 | Лабораторное производство, мелкосерийное производство | ~$1,000 |
| Полностью автоматическая одноголовочная установка | Автоматическая подача крышек | 1800–2400 | Средние производственные линии | $15k – $20k |
| Полностью автоматизированная многоголовочная установка | Высокоскоростной непрерывный | 6000 – 24000 | Крупные производители напитков/вин | $30k – $100k |

4. Принципы и весь процесс герметизации.
Основной принцип: “Формовка рулонным методом на месте”
Крышки ROPP покидают завод в виде гладких, нерезьбовых “простых оболочек”. В процессе розлива укупорочная машина с помощью вращения и давления мгновенно “закатывает” алюминиевую оболочку в резьбу бутылки, одновременно заправляя защитную ленту под защитный бортик бутылки.

Процесс закрытия контейнеров:
- Стажировка: Крышки подаются с помощью вибрационной пластины или устанавливаются на горлышко бутылки вручную.
- Спуск головы: Укупорочная головка опускается, чтобы создать верхнее давление на крышку.
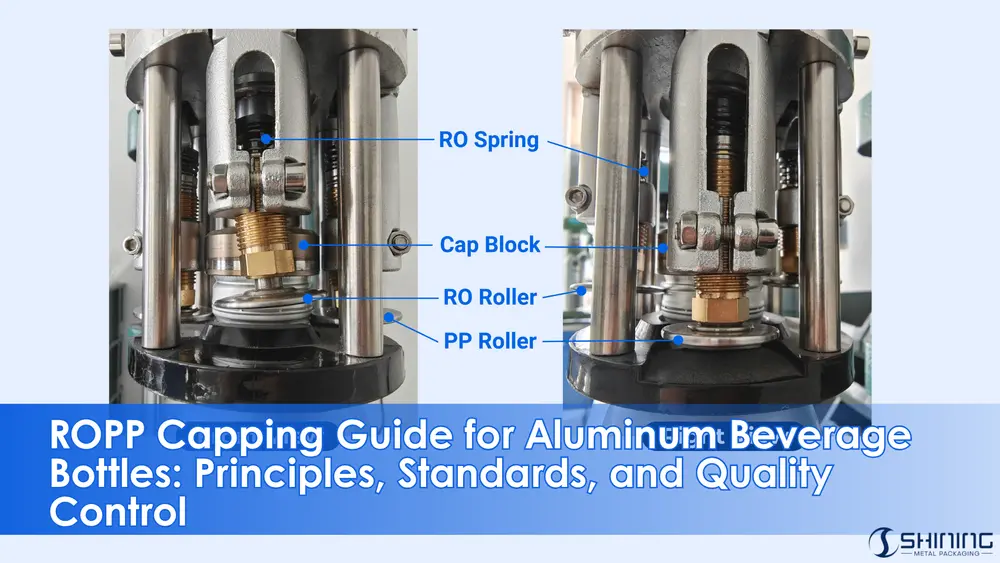
- Вращение и перекатывание: Головка вращается, в то время как 4 ролика (2 ролика из нержавеющей стали + 2 ролика из полипропилена) работают одновременно.
- Формирование резьбы (этап обратного осмоса): Ролики обратного осмоса вдавливают корпус в пазы горловины, образуя резьбу.
- PP Band Tucking (PP Stage): Нижние ролики подкладывают защитную ленту под предохранительный бортик.
- Завершение: Формируется герметичная пломба и защитная крышка, предотвращающая несанкционированное вскрытие.
5. Процедуры контроля качества

А. Испытание на крутящий момент
Измеряет усилие, необходимое для открытия бутылки. Низкий крутящий момент указывает на плохое уплотнение; высокий крутящий момент свидетельствует о трудностях для потребителя или о повреждении герметизирующих швов.
- Шаг 1: Настройка – Поместите бутылку вертикально в центр зажима динамометра. Надежно закрепите, не деформируя бутылку.
- Шаг 2: Параметры – Установите режим “Пиковый”, выберите единицы измерения (Н·м или фунт·дюйм) и обнулите шкалу.
- Шаг 3: Выполнение – Поворачивайте крышку против часовой стрелки с постоянной скоростью (за 2-3 секунды). Запишите максимальное значение.
Б. Тест на герметичность (SST)
- Наполните бутылку водой и затяните крышку с требуемым моментом затяжки.
- Подключитесь к источнику воздуха и подайте сжатый воздух.
- Наблюдение: Погрузите изделие в воду под заданным давлением и проверьте наличие пузырьков (протечек).
- Максимальное давление: Увеличивайте давление до тех пор, пока крышка не перестанет фиксировать точку “срыва”.
6. Руководство по устранению неполадок: 10 распространенных дефектов ROPP

| Нет. | Дефект | Возможные причины | Пункты для проверки / Действия |
|---|---|---|---|
| 1 |
|
|
|
| 2 |
|
|
|
| 3 |
|
|
|
| 4 |
|
|
|
| 5 |
|
|
|
| 6 |
|
|
|
| 7 |
|
|
|
| 8 |
|
|
|
| 9 |
|
|
|
| 10 |
|
|
|
Контакт Обратитесь сегодня в наш отдел продаж, чтобы получить подробные технические чертежи алюминиевых бутылок и крышек ROPP, а также индивидуальные настройки параметров укупорки для вашей производственной линии!
