Inspeção de dupla costura na fabricação de latas de bebidas
Em lata de bebida produção, a costura dupla A junção mecânica conecta o corpo da lata à tampa. A costura é formada por meio de duas operações de laminação que dobram as camadas de metal para produzir uma vedação hermética e firme. A junção finalizada contém cinco camadas de metal — três da tampa e duas do corpo da lata.
Como a costura é a principal barreira que protege a bebida dentro da embalagem, mesmo um pequeno defeito pode causar vazamentos, entrada de oxigênio ou contaminação microbiana. Consequentemente, os fabricantes implementam procedimentos de inspeção rigorosos para verificar a integridade da costura ao longo de toda a produção.
Por que inspecionar costuras duplas?
A formação correta da costura é essencial para manter a segurança e a vida útil do produto. Uma costura dupla bem feita impede o vazamento de líquidos e bloqueia a entrada de oxigênio e microrganismos na lata.
Se a costura for mal feita, vários problemas podem ocorrer:
- Vazamento do produto durante o armazenamento ou transporte
- A entrada de oxigênio degrada o sabor e a carbonatação.
- Contaminação microbiana
- Deterioração prematura e redução da vida útil do produto.
Devido a esses riscos, os fabricantes de bebidas inspecionam rotineiramente as costuras ao longo da produção para confirmar se cada lata atende às especificações dimensionais.
Métodos de Inspeção de Costuras
A inspeção de costura dupla normalmente segue uma abordagem de controle de qualidade em várias camadas, combinando inspeção externa, medição dimensional e testes destrutivos.
Inspeções visuais e externas
Os operadores inspecionam regularmente a parte externa das costuras para defeitos visíveis. Essas verificações ajudam a detectar problemas comuns, como:
- Costuras nítidas
- Caídas
- Vees
- Spurs
- Rolos de costura incompletos
A inspeção visual é altamente eficaz e pode detectar aproximadamente 80–90% de problemas de costura durante o monitoramento de rotina da produção.
As equipes de produção geralmente inspecionam uma lata de cada cabeçote de fechamento a cada 30 minutos, aproximadamente.
Testes de desmontagem destrutiva
Inspeções externas por si só não conseguem confirmar a estrutura interna da costura. Portanto, testes destrutivos periódicos são realizados para examinar a formação de ganchos internos.
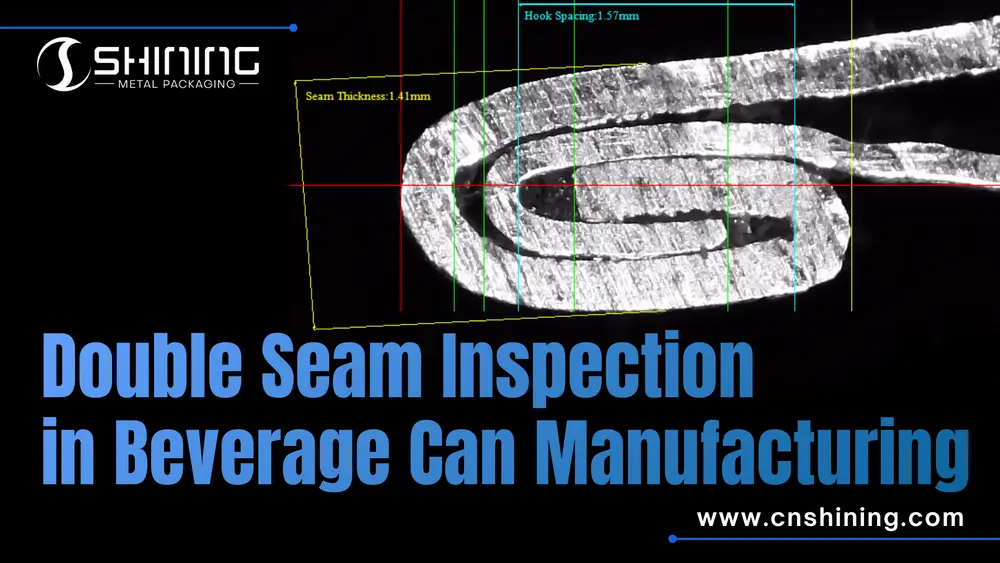
Na inspeção de desmontagem, uma lata de amostra é aberta para expor a seção transversal da costura. Os técnicos então medem diversos parâmetros internos, incluindo o comprimento dos ganchos e a sobreposição.
O gancho de cobertura também é inspecionado quanto a rugas, que podem indicar pressão de costura ou configurações de rolo inadequadas.

Medidas de costura principais
Para garantir a qualidade da costura, os fabricantes monitoram diversas dimensões críticas. Essas medições confirmam que a costura permanece dentro da tolerância e mantém uma vedação confiável.

| Parâmetro | Descrição | Importância |
|---|---|---|
| Comprimento do gancho de cobertura | A borda enrolada da tampa após a operação de costura. | Garante o encaixe correto com o gancho do corpo. |
| Comprimento do anzol do corpo | A aba virada para dentro do corpo da lata. | Determina a estrutura de encaixe interno. |
| Espessura da costura | Espessura total da costura finalizada. | Indica a compressão correta das camadas de metal. |
| Altura da costura | Dimensão vertical da costura. | Ajuda a verificar a pressão e o alinhamento corretos dos rolos. |
| Sobreposição | Comprimento onde os ganchos do corpo e da capa se encaixam. | Sobreposição insuficiente pode causar vazamentos. |
| Profundidade do rebaixo | Profundidade do perfil da tampa em relação à costura. | Afeta a resistência da tampa e a geometria da costura. |
Equipamentos de Inspeção
Diversas ferramentas especializadas são utilizadas para inspecionar e medir costuras duplas em ambientes de produção de bebidas.
Kit de teste de costura manual
Um kit tradicional para teste de costura geralmente inclui:
- abridor de latas tipo disco
- Alicate de corte de ponta
- Micrômetro de costura
Essas ferramentas permitem que os técnicos removam a tampa, exponham a seção transversal da junta e meçam a espessura da junta e a profundidade do rebaixo com alta precisão.
Sistemas de projetor de costura e medição por vídeo
Os modernos projetores de costura e sistemas de inspeção por vídeo automatizam a medição de costuras. Esses sistemas capturam imagens de alta resolução da seção transversal da costura e medem dimensões críticas em segundos.
A resolução típica pode atingir 0,001 mm, fornecendo dados de medição altamente precisos para o controle estatístico de processos (CEP).

Analisadores de costura automatizados
Os analisadores de costura computadorizados, introduzidos na década de 1990, aprimoraram ainda mais a eficiência da inspeção. Esses sistemas automatizam tanto o seccionamento da costura quanto a análise dimensional.
Analisadores avançados podem registrar dados de medição, gerar gráficos de CEP (Controle Estatístico de Processo) e detectar tendências de produção antes que ocorram defeitos.
Scanners de costura não destrutivos
Alguns sistemas de inspeção modernos utilizam tecnologia de escaneamento óptico ou de raios X para medir as costuras sem cortar a lata.
Esses sistemas permitem a inspeção de costura 100% diretamente nas linhas de produção, minimizando o desperdício de produto.
Melhores práticas para o controle de qualidade de costuras
A maioria dos fabricantes de bebidas segue procedimentos estruturados de inspeção de costura para manter uma qualidade de vedação consistente.
- Realizar inspeção visual das costuras a cada 30 minutos.
- Meça a espessura da junta e a profundidade do rebaixo durante a produção.
- Realizar testes destrutivos de desmontagem de costura a cada turno.
- Registre os dados da costura e compare com as especificações do fornecedor.
- Utilize o controle estatístico de processos para monitorar as tendências de costura.
- Interrompa imediatamente a produção se as dimensões críticas excederem os limites.

Perguntas frequentes: Inspeção de costura dupla
UM: A sobreposição mínima deve ser de pelo menos 1,0 mm para garantir uma vedação hermética e evitar vazamentos. Os engenheiros devem verificar isso comparando com as especificações do fornecedor durante os testes de desmontagem para evitar problemas de compatibilidade com o equipamento de junção.
UM: Realize testes de desmontagem pelo menos uma vez por turno, a cada 3-4 horas, para medir dimensões internas como o comprimento dos ganchos. Essa frequência ajuda a detectar o desgaste precoce nas máquinas de costura, reduzindo os riscos de falhas em lotes.
UM: A vedação abaixo de 75% pode levar ao surgimento de rugas que causam microvazamentos, permitindo a contaminação. As equipes de compras devem adquirir latas com índices de vedação comprovados para minimizar os riscos de recall na produção.
UM: A maioria dos scanners, como o Auto XTS, suporta tamanhos padrão de latas de bebidas, mas é necessário verificar a compatibilidade com dimensões personalizadas. Os engenheiros precisam calibrar para alturas de costura específicas para garantir medições precisas sem interrupções na produção.
UM: Compare os parâmetros medidos, como profundidade do rebaixo e espessura da junta, com os documentos do fornecedor usando micrômetros. Para o processo de aquisição, inclua critérios de aceitação nos contratos para rejeitar lotes não conformes o mais rápido possível.
UM: Busque uma precisão de 0,01 mm com ferramentas como micrômetros de costura para detectar desvios. Isso garante a integridade da vedação, e os engenheiros devem registrar os dados para análise de tendências e previsão de falhas nos equipamentos.
UM: A inspeção visual detecta de 80 a 901 defeitos, mas não identifica problemas internos, como sobreposição inadequada. Combine-a com a medição dimensional para obter total segurança, especialmente em linhas de produção de alta velocidade, onde o setor de compras prioriza fornecedores confiáveis.
UM: Os riscos incluem falhas de software que afetam o registro de dados, levando a tendências não detectadas. Os engenheiros devem validar regularmente os resultados do CEP (Controle Estatístico de Processo), enquanto o setor de compras avalia o suporte do fornecedor para garantir a confiabilidade a longo prazo.
