Com seu desempenho superior contra falsificação e vedação hermética, o ROPP (Roll-On Pilfer-Proof) A tampa tornou-se a primeira escolha para embalagens de refrigerantes, bebidas funcionais e bebidas alcoólicas. embalagens de alumínio para bebidas Na indústria, os fechamentos ROPP são a tecnologia essencial para garantir a integridade do produto e a segurança do consumidor. Este guia fornece uma análise aprofundada de seus princípios, padrões da indústria e soluções profissionais para problemas.

1. O que é uma tampa ROPP e quais são suas principais vantagens?
Um Tampa ROPP É uma tampa de alumínio inviolável que é moldada diretamente na boca da garrafa por meio de um processo mecânico de laminação. O nome RO significa Roll-On (formando os fios), e PP Significa à prova de furto (a estrutura do anel inviolável).
- Provas de adulteração: A faixa de segurança se rompe ao abrir a garrafa e permanece no gargalo, fornecendo evidências claras de violação.
- Confiabilidade da vedação: A laminação no local garante que as roscas se encaixem perfeitamente na boca da garrafa, oferecendo desempenho superior à prova de vazamentos e antioxidante.
- Possibilidade de ser fechado novamente: A tampa pode ser rosqueada novamente após a abertura inicial para manter o frescor.
- Sustentabilidade: Fabricado em liga de alumínio, é reciclável segundo a norma 100%, alinhando-se com as tendências globais de embalagens sustentáveis.

Componentes estruturais
- Recartilhado superior / Fendas de ventilação: Aumenta o atrito para facilitar a abertura ou permite a saída do gás ao abrir bebidas carbonatadas, evitando que a tampa se solte.
- Zona de formação de rosca: Área destinada aos rolos Roll-On para pressionar e formar as roscas.
- Pontos de ruptura da ponte: O número e a largura desses pontos podem ser ajustados com base no torque de abertura necessário.
- Pulseira à prova de furtos: O anel que se encaixa sob o anel de segurança (anel de transferência) do gargalo da garrafa.
2. Especificações Técnicas e Normas da Indústria
As tampas ROPP são fabricadas principalmente de Liga de alumínio 8011, com uma espessura típica de aproximadamente 0,23 mm.
Dimensões comuns e comparação padrão
Os tamanhos de rosca mais comuns para garrafas de alumínio são: 28 mm e 38 mm:
- Rosca de 28 mm: Corresponde ao europeu MCA2 padrões e EUA GPI-1621, GPI-1650, GPI-1655 Padrões. Utilizados para refrigerantes, bebidas funcionais, sucos e bebidas destiladas.
- Rosca de 38 mm: Utilizada principalmente em garrafas de boca larga para bebidas, água e produtos farmacêuticos.

| Especificação | Diâmetro nominal (mm) | Altura (mm) | Diâmetro externo da rosca (mm) | Diâmetro da faixa PP (mm) |
|---|---|---|---|---|
| 28×15 | 28 ±0,15 | 15 ±0,2 | 28,1 – 28,25 | 27,7 – 27,9 |
| 28×18 | 28 ±0,15 | 18 ±0,2 | 28,1 – 28,25 | 27,7 – 27,9 |
| 38×18 | 38 ±0,15 | 18 ±0,2 | 38,1 – 38,25 | 37,7 – 37,9 |
- Revestimento de PE: Adequado para produtos que não requerem esterilização por calor, como bebidas alcoólicas.
- Revestimento de TPE: Possui um design ranhurado para uma vedação mais eficaz; ideal para bebidas carbonatadas ou produtos que requerem esterilização por calor.
3. Equipamentos de cobertura e referência de investimento
| Tipo de equipamento | Nível de automação | Velocidade (BPH) | Aplicativo | Faixa de preço (USD) |
|---|---|---|---|---|
| Máquina ROPP semiautomática | Carregamento/descarregamento manual | 600 – 1.200 | Laboratório, produção em pequenos lotes | ~$1,000 |
| Cabeça única totalmente automática | Alimentação automática de tampas | 1.800 – 2.400 | Linhas de produção de médio porte | $15k – $20k |
| Totalmente automático com múltiplas cabeças | Contínuo de alta velocidade | 6.000 – 24.000 | Grandes vinícolas/de bebidas | $30k – $100k |

4. Princípios de tamponamento e processo completo
Princípio fundamental: “Conformação por rolo no local”
As tampas ROPP saem da fábrica como "invólucros lisos" sem rosca. Durante o processo de engarrafamento, a máquina de fechamento utiliza rotação e pressão para "enrolar" instantaneamente o invólucro de alumínio na rosca da garrafa, enquanto encaixa a faixa inviolável sob o lacre de segurança da garrafa.

Fluxo de trabalho de cobertura:
- Colocação: As tampas são inseridas por meio de uma placa vibratória ou colocadas manualmente na boca da garrafa.
- Descida da cabeça: A cabeça de fechamento desce para aplicar pressão superior na tampa.
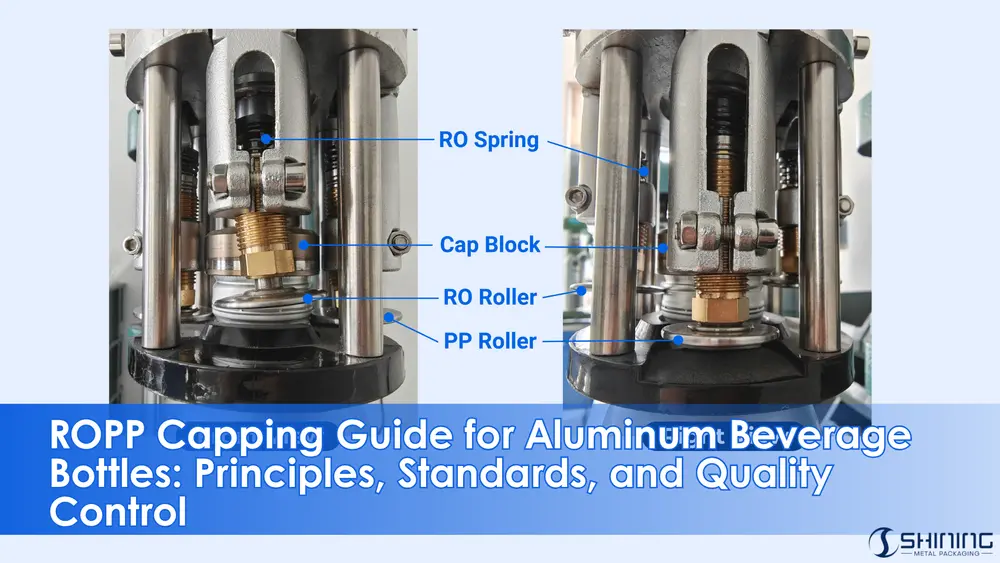
- Rotação e rolamento: A cabeça gira enquanto 4 rolos (2 rolos RO + 2 rolos PP) funcionam simultaneamente.
- Formação de rosca (estágio RO): Os rolos RO pressionam a concha nas ranhuras do gargalo para formar roscas.
- Dobra da banda PP (Estágio PP): Os roletes inferiores encaixam a fita antifurto sob o cordão de segurança.
- Conclusão: Forma-se um selo hermético e um fecho inviolável.
5. Procedimentos de Teste de Qualidade

A. Teste de Torque
Mede a força necessária para abrir a garrafa. Um torque baixo sugere uma vedação deficiente; um torque alto indica dificuldade para os consumidores ou rupturas na vedação.
- Passo 1: Configuração – Coloque a garrafa na vertical no centro da garra do torquímetro. Aperte firmemente sem deformar a garrafa.
- Etapa 2: Parâmetros – Selecione o “Modo de Pico”, escolha as unidades (N·m ou lbf·in) e zere a balança.
- Etapa 3: Execução – Gire a tampa no sentido anti-horário a uma velocidade constante (completando em 2 a 3 segundos). Registre o valor de pico.
B. Teste de Selagem Segura (SST)
- Encha a garrafa com água e aperte a tampa de acordo com os padrões de torque de produção.
- Conecte a uma fonte de ar e injete ar comprimido.
- Observação: Mergulhe em água sob uma pressão definida e verifique se há bolhas (vazamentos).
- Pressão máxima: Aumente a pressão até que a tampa não registre mais o ponto de "descarga".
6. Guia de Solução de Problemas: 10 Defeitos Comuns em Sistemas ROPP

| Não. | Defeito | Causas potenciais | Itens a verificar / Ações |
|---|---|---|---|
| 1 |
|
|
|
| 2 |
|
|
|
| 3 |
|
|
|
| 4 |
|
|
|
| 5 |
|
|
|
| 6 |
|
|
|
| 7 |
|
|
|
| 8 |
|
|
|
| 9 |
|
|
|
| 10 |
|
|
|
Contato Entre em contato com nossa equipe de vendas hoje mesmo para obter desenhos técnicos detalhados de garrafas de alumínio e tampas ROPP, bem como configurações personalizadas de parâmetros de fechamento para sua linha de produção!