Искусство изготовления алюминиевой бутылки: 10-этапный производственный процесс.
Алюминиевая упаковка — это больше, чем просто контейнер; это сочетание высокотехнологичных инженерных решений и эстетического дизайна. От простого металлического диска до изысканного аэрозольного баллончика или бутылки для напитков премиум-класса — алюминиевая упаковка представляет собой сочетание различных технологий. производственный процесс Это чудо современного производства.
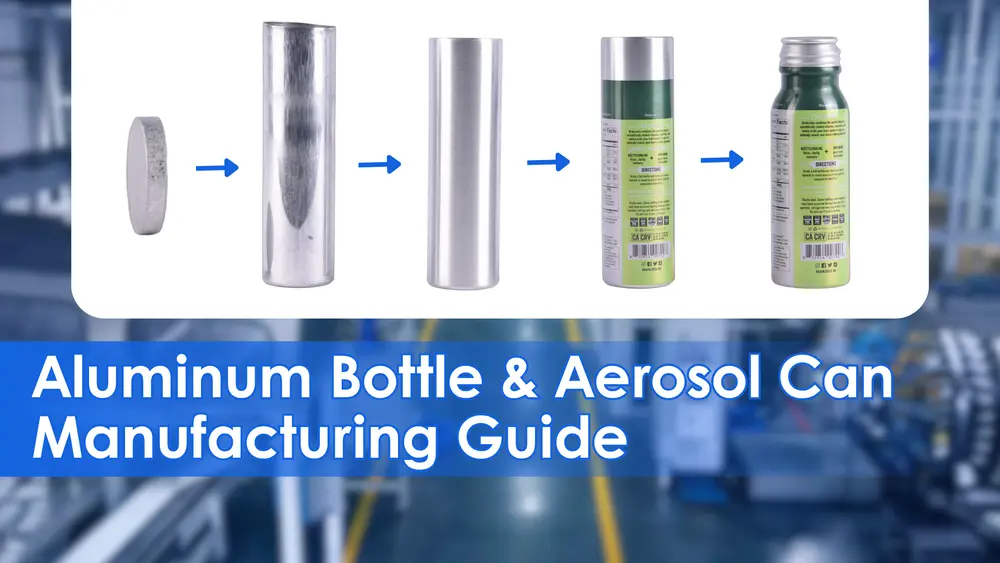
Вот пошаговое описание того, как мы превращаем необработанный алюминий в... высококачественная упаковка то, что вы видите на полках сегодня.
1. Ударная экструзия: рождение цилиндра
Процесс начинается с круглого алюминиевого заготовочного блока. Это сырье подается в высокоскоростной ударный экструзионный пресс, который является сердцем производственной линии. В процессе формования пуансон с огромной силой ударяет по заготовке, заставляя металл течь в обратном направлении между пуансоном и матрицей. Это создает бесшовный тонкостенный алюминиевый цилиндр, определяющий первоначальные геометрические качества изделия.

2. Обрезка и очистка щеткой: придание поверхности завершенного вида.
Когда контейнеры покидают экструзионный пресс, они еще не готовы к декорированию. Сначала происходит процесс резки без заусенцев, в результате которого цилиндры обрезаются до точно требуемой длины стенок. После этого алюминиевая поверхность, которая часто выглядит шероховатой или полосатой, подвергается дополнительной шлифовке. Это удаляет микроскопические неровности, создавая идеально гладкую поверхность, которая является необходимой основой для последующего лакирования.

3. Мойка: обеспечение надежной адгезии
Для обеспечения надлежащего сцепления покрытий поверхности должны быть химически очищены. Бутылки и банки проходят через специальные моечные машины, которые используют моющий раствор для обезжиривания и очистки как внутренней, так и внешней поверхности. Этот этап крайне важен для обеспечения прочного сцепления внутренней облицовки и внешней печати с металлом без отслаивания.

4. Накопление: производственный буфер
В производстве задействовано множество станков, работающих с разной скоростью. Для предотвращения “узкого места”, когда один станок останавливает всю линию, аккумулятор выступает в качестве контролируемого промежуточного хранилища. Он служит буфером, храня заготовки и передавая их на следующий этап, как только тот готов, обеспечивая синхронизацию производственного потока даже во время коротких остановок.

5. Внутреннее покрытие: защита содержимого.
Алюминий — химически активный металл; поэтому, если контейнер предназначен для хранения химикатов или пищевых продуктов, внутренняя химическая обработка обязательна. Внутреннее покрытие распыляется в полость контейнера, обеспечивая полную изоляцию между алюминием и содержимым. Помимо защиты (например, пищевого качества или антикоррозионных слоев), это покрытие действует как смазка на заключительном этапе “формования горловины”, предотвращая повреждение металла пресс-формами.

6. Базовое покрытие: подготовка к работе
Перед нанесением фирменного рисунка необходимо нанести базовый слой, чтобы компенсировать любые оставшиеся неровности поверхности. Вы можете выбрать один из следующих вариантов:
- Прозрачное базовое покрытие: подчеркивает премиальный, “очаровательный” характер шлифованного алюминия.
- Белая базовая краска: обеспечивает нейтральный фон, благодаря которому напечатанные цвета выглядят более яркими и насыщенными.
- Индивидуальные оттенки: Специальные базовые покрытия позволяют даже устранить “швы”, часто встречающиеся при офсетной печати.

7. Офсетная печать: воплощение брендов в жизнь
Для получения идеально четких изображений мы используем непрямую плоскостную офсетную печать. Краска сначала переносится с печатной формы на резиновое полотно, а затем наносится на вращающуюся бутылку. Эта система поддерживает до 9 цветов. наилучшие результаты, Для обеспечения единообразия фирменного стиля во всех подразделениях используются плашечные цвета Pantone.

8. Лак: защита и финишное покрытие
Даже самый красивый отпечаток испортится, если его легко поцарапать. После печати на контейнер наносится прозрачный лак, защищающий его от механических повреждений и истирания. Этот лак также обеспечивает эстетическую универсальность, позволяя создавать матовые или глянцевые поверхности, мерцающие частицы или даже легкие цветовые оттенки.

9. Шея: Формирование формы
На этом этапе простой цилиндр превращается в контейнер с тонкой талией или привлекательными плечами. Это один из самых технически сложных этапов, поскольку бутылка уже была напечатана и покрыта лаком.
- Целостность материала: Лаковое покрытие должно быть достаточно эластичным, чтобы выдерживать деформацию без растрескивания.
- Точное формование: В ходе нескольких операций постепенно формируется выступ, загибаются края или нарезается резьба для винтовых крышек, чтобы обеспечить герметичность.
- Техническое обслуживание инструментов: Инструменты для обработки следует содержать в идеальном порядке, чтобы избежать царапин на готовом изделии.
- Устойчивость к давлению: В случае аэрозольных баллончиков, машина для формирования горловины также выполняет важнейшую задачу – загибает дно внутрь, чтобы выдерживать внутреннее давление.

10. После стирки
Для клиентов со строгими требованиями к гигиене, например, в индустрии напитков, мы проводим дополнительный этап после мойки. Мы используем нагретую деионизированную воду под высоким давлением для тщательного ополаскивания как внутренней, так и внешней поверхности изделия. Это удаляет остатки алюминиевой стружки и масляных пятен. Процесс завершается окончательной сушкой, чтобы гарантировать первозданную чистоту контейнеров.

Ваш партнер в сфере алюминиевой упаковки
Путь от заготовки из алюминия до бутылки, изготовленной с высочайшей точностью, требует идеального баланса технологий и мастерства. Блестящая упаковка, Мы стремимся предоставлять долговечные, устойчивый, и красивые алюминиевые решения которые защищают вашу продукцию и повышают узнаваемость вашего бренда. Независимо от того, требуются ли вам стандартные аэрозольные баллончики или бутылки для напитков нестандартной формы с высокоэффективной очисткой, наш 10-этапный процесс гарантирует превосходное качество каждой единицы продукции.
