Стандартный обзор
FEA 222 — это отраслевое руководство, выпущенное [название организации]. Европейская аэрозольная федерация (FEA), описывая, как этого достичь оптимальные условия для клинча для металлические аэрозольные баллончики с отверстием 25,4 мм.
В отличие от стандартов размеров, стандарт FEA 222 фокусируется на оптимизация процесса: как контейнер, клапан, Взаимодействие инструментов и настроек станка обеспечивает герметичное и прочное уплотнение.
1. Стандарты, на которые ссылается FEA 222
Курс FEA 222 напрямую основан на следующих стандартах:
- EN 14847 – Размеры отверстия жестяного контейнера
- EN 14848 – Размеры чашки клапана
- EN 15006 – Размеры отверстия алюминиевого контейнера
- EN 15010 – Допуски, связанные с алюминиевыми зажимами
- EN 14850 – Измерение высоты контакта
- FEA 216 – Опорные поверхности зажимных губок
2. Ключевые факторы, влияющие на эффективность клинча
2.1 Высота контакта контейнера с поверхностью (h)
Высота контакта — это эталонное расстояние между верхней частью отверстия контейнера и точкой жесткого контакта зажимных губок.
| Тип контейнера | Типичный диапазон высоты контакта |
|---|---|
| Жестяные контейнеры | 3,85 – 4,15 мм |
| Алюминиевые контейнеры | 4,05 – 4,45 мм |

2.2. Чашка клапана и уплотнительный состав

| Параметр | Типичный диапазон | Влияние на Клинч |
|---|---|---|
| Толщина стенки чашки (S1) | 0,24 – 0,44 мм | Определяет диаметр и жесткость зажима. |
| Толщина герметика (S2) | 0,2 – 1,3 мм | Контролирует сжатие прокладки |
| Коэффициент сжатия (f1) | 0 – 0,5 | Определяет эффективную толщину прокладки |
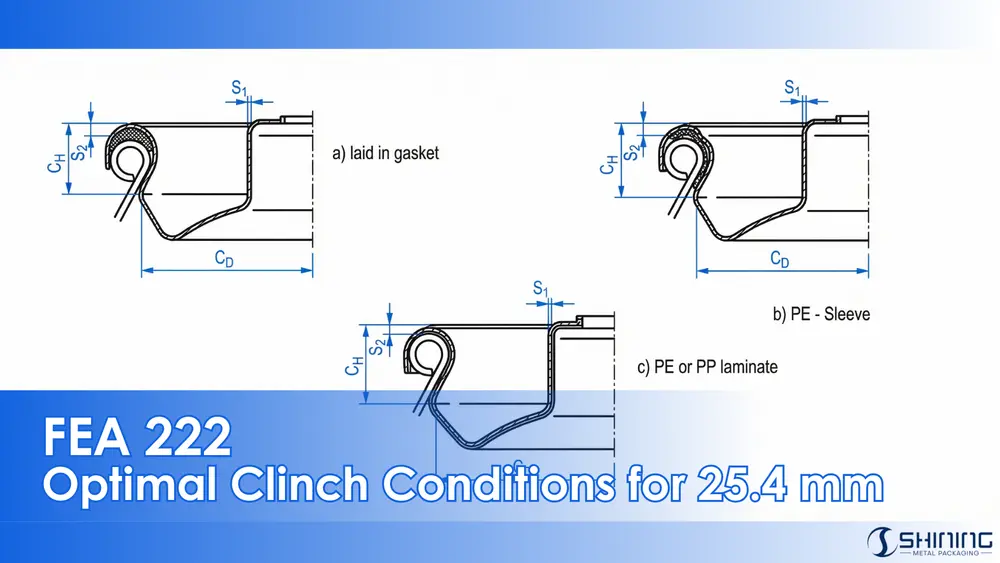
3. Высота клинча (CH) – Логика расчета
В документе FEA 222 определен метод расчета для установки целевой высоты сцепки:
CH = h + S1 + S2 × (1 − f1)
Рекомендуемый допуск по высоте зажима составляет ± 0,1 мм.4. Диаметр зажима (CD) – принцип регулировки
Диаметр зажима необходимо регулировать в соответствии с толщиной стенки чашки клапана:
CD = Di + 2 × (Ci − S1)
- Di = 25,4 мм (внутренний диаметр отверстия)
- Ci = 1,15 мм (постоянная прибора)
| S1 (мм) | Рекомендуемый CD (мм) |
|---|---|
| 0.24 | 27.22 |
| 0.30 | 27.10 |
| 0.34 | 27.02 |
| 0.40 | 26.90 |
| 0.44 | 26.82 |
5. Нагрузка на головку и настройки станка.
В соответствии с рекомендациями FEA 222, нагрузка на голову при сжатии обычно составляет от... 60 и 95 даН, в зависимости от типа прокладки и внутреннего давления.
6. Процедуры тестирования герметичности.
6.1 Подготовка до и во время заполнения
Целостность запорного уплотнения обеспечивается различными испытаниями:
- Поперечное сечение встроенной чашки: Этот тест включает в себя отрезание участка зажатого клапана для наблюдения за сжатием внешней прокладки и деформацией бортика.
- Испытание в водяной бане: Используется для проверки механической прочности и герметизирующих свойств готового аэрозоля в процессе производства (см. FEA 606 (подробные методы тестирования см. здесь).
6.2 Экспресс-методы проверки

Эти экспресс-тесты проверяют наличие утечек:
- Испытание на погружение в холодную воду: Внутреннее давление в заполненном контейнере повышается, и проверяется герметичность банки.
- Тест на погружение в теплую воду: Контейнеры погружают в теплую воду (~40°C) на 15 минут и визуально проверяют на герметичность.

6.3 Долгосрочные испытания
Для обеспечения долгосрочной надежности герметизации проводятся следующие испытания:
- Тест эвдиометрической трубки: Количественно измеряет утечку газа между чашкой клапана и бортиком контейнера.
- Определение критериев снижения веса: Используется для измерения степени сохранения сохранности при длительном хранении и потери газа.
- Тест на температурные циклы: Для проверки герметичности контейнеров в различных условиях окружающей среды их подвергают перепадам температуры от 40°C до 0°C.

Скачать стандартный PDF-файл
Этот документ предоставляет FEA 222, В нем представлены практические рекомендации по достижению оптимальных условий запечатывания металлических аэрозольных баллончиков с отверстием диаметром 25,4 мм. Рассматриваются критически важные параметры, методы расчета, особенности оснастки и процедуры испытаний для обеспечения надежной герметизации.
Часто задаваемые вопросы – Инженерный отдел и отдел контроля качества
Стандарт FEA 222 не является юридически обязательным, но представляет собой устоявшуюся отраслевую практику. Во многих европейских разливочных цехах он фактически рассматривается как эталон при настройке или аудите процессов клинчевания. Игнорирование этого стандарта часто приводит к повторяющимся проблемам с утечками, которые трудно отследить.
Нет. Высота зажима зависит от толщины стенки чашки клапана, типа прокладки и характеристик сжатия прокладки. Использование одной и той же высоты зажима для разных клапанов может показаться приемлемым на первый взгляд, но часто приводит к долговременному ослаблению уплотнения.
Это обычно происходит, когда сжатие прокладки в момент затяжки неравномерное или недостаточное. Со временем упругое восстановление прокладки и металлических компонентов снижает давление герметизации, что приводит к отсроченной утечке.
Нет. Одна лишь нагрузка на головку не может гарантировать надежное уплотнение, если геометрия зажима неправильная. Профиль зажима определяет, как приложенная сила распределяется вокруг прокладки, напрямую влияя на равномерность сжатия, герметичность и долговременную работоспособность.
Нет. Испытание в водяной бане позволяет обнаружить немедленные протечки, вызванные серьезными дефектами. Оно не позволяет прогнозировать долговременную герметичность при хранении, перепадах температуры или колебаниях давления.
В целом, нет. Алюминий и жесть деформируются под нагрузкой по-разному и требуют различной высоты контакта и диаметра зажима. Применение одинаковых настроек часто приводит к чрезмерному сжатию или недостаточной герметизации одного из материалов.
Да, особенно для высокоскоростных или многопоставщиковых линий розлива. Использование стандарта FEA 222 помогает согласовать ожидания между поставщиками банок, поставщиками клапанов и предприятиями по розливу.
Наиболее распространенная ошибка — это полагаться на номинальные размеры, а не на рассчитанные и проверенные параметры зажима. Такой подход может показаться приемлемым во время настройки, но часто приводит к нестабильной герметичности в реальных производственных условиях.
