Aperçu standard
La norme FEA 406 est une norme industrielle publiée par l' Fédération européenne des aérosols (FEA) qui définit le définition et méthode de mesure de la planéité des perles (planéité de la surface d'appui de la bille) sur récipients aérosols avec ouvertures de 25,4 mm.
L'objectif de cette norme n'est pas de fixer des tolérances d'acceptation, mais de garantir que les différentes usines et laboratoires mesurent la planéité des cordons de soudure selon des critères uniformes. conditions uniformes et comparables.
Que signifie en pratique la notion de “ planéité de la perle ” ?
Lors du sertissage par aérosol, la zone du bourrelet constitue la surface d'appui fonctionnelle où le joint de la coupelle de soupape doit se comprimer uniformément. La “ planéité ” désigne simplement la qualité d'une surface plane ; en termes de production, cela signifie que l'anneau d'appui du bourrelet ne doit présenter aucune irrégularité locale susceptible d'entraîner une compression inégale du joint.
Champ d'application
La norme FEA 406 s'applique à :
- Conteneurs aérosols métalliques avec Ouvertures de 25,4 mm
- Contrôles qualité de routine et vérification en laboratoire de la qualité du placement des billes
Il est couramment utilisé avec d'autres normes de systèmes d'étanchéité de 25,4 mm pour former une boucle de contrôle complète.
Méthode de mesure
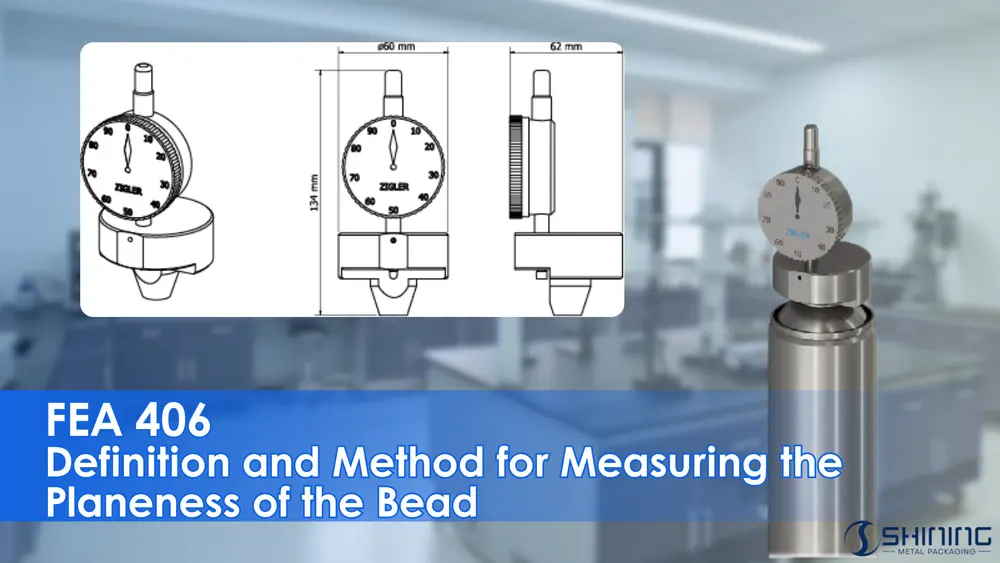
La norme décrit un dispositif de mesure mécanique construit autour d'une plaque plane de référence et d'un dispositif de contrôle rotatif du récipient. La méthode mesure le déplanéité maximale lors d'une rotation complète à 360° du conteneur.
Concept de l'appareil et composants clés
| Clé | Composant | Fonction dans la mesure |
|---|---|---|
| (un) | plaque de référence plate | Définit un plan stable ; la surface d'appui de la bille repose sur cette plaque. |
| (b) | Pièce centrale (Ø 25 ± 0,1 mm) | Centre l'ouverture de 25,4 mm afin que le contact du cordon soit répétable et indépendant de l'opérateur. |
| (c) | Barre de mesure (Ø 8 mm) + jauge | Le contact avec la zone de la perle se fait par une découpe ; la jauge mesure l’écart maximal lorsque la boîte tourne. |
Figure 1 – Dispositif de mesure (d'après la norme)

Procédure étape par étape
- Placez l'appareil de mesure sur une surface stable ; vérifiez que la plaque de référence est propre et non endommagée.
- Positionnez l'ouverture du récipient sur la pièce centrale de sorte que La surface d'appui des billes repose sur la plaque.
- Assurez-vous que la barre de mesure soit bien positionnée dans la découpe de la plaque et qu'elle puisse entrer en contact avec la zone du bourrelet.
- Faites tourner le récipient à travers 360° et enregistrez le écart maximal indiqué par la jauge.
Comment la planéité du bourrelet influence le sertissage et l'étanchéité
La planéité du cordon de sertissage influe directement sur l'homogénéité de la compression du joint de soupape lors du sertissage. Si le cordon présente des zones plus ou moins épaisses, le sertissage peut paraître acceptable alors que le joint est comprimé de manière inégale, créant ainsi des micro-fuites qui n'apparaissent qu'après des variations de température ou un stockage prolongé.
Lors du dépannage, la planéité du cordon de soudure est particulièrement pertinente lorsque vous constatez :
- Fuites aléatoires sur des canettes par ailleurs “ conformes aux spécifications ”
- Inclinaison de la soupape ou aspect irrégulier du sertissage sans corrélation avec la hauteur de contact
- Forte variation entre les lignes de remplissage malgré des configurations d'outillage similaires
Relation avec d'autres normes
- FEA 405 – Mesure du parallélisme (orientation de l'ouverture par rapport à la base)
- EN 14850 – Mesure de la hauteur de contact (paramètre d'interface de clinch fonctionnelle)
- EN 15010 – Tolérances liées au clinchage (lorsque des limites d'acceptation sont définies)
Ensemble, ces normes permettent de distinguer trois modes de défaillance différents :
- Parallélisme: le plan d'ouverture est incliné par rapport à la base
- Planéité : La surface d'assise des billes est localement irrégulière (ondulée).
- Hauteur de contact : la position effective de l'interface de serrage se déplace vers le haut/bas
Télécharger le PDF standard
Ce document fournit FEA 406, Ce document définit la planéité du cordon et les méthodes de mesure normalisées pour les récipients aérosols à ouverture de 25,4 mm. Il spécifie une procédure de contrôle par jauge rotative pour évaluer le défaut de planéité maximal et garantir l'étanchéité et la fiabilité de l'étanchéité de la soupape.
FAQ – Ingénierie et assurance qualité
La norme FEA 406 normalise la méthode de mesure et le concept de l'appareil, garantissant ainsi la comparabilité des résultats entre les sites. Les limites de tolérance sont généralement définies à partir des exigences de performance du sertissage ou des normes de tolérance associées de votre système de spécifications.
La rotation permet de contrôler le point le plus problématique sur toute la circonférence, et non pas seulement un endroit précis. Les contrôles ponctuels peuvent ne pas détecter la zone de surépaisseur ou de creux dominante qui est à l'origine des irrégularités du joint.
De façon non fiable. Une force trop élevée tend à surcomprimer les zones hautes tout en sous-dimensionnant les zones basses, ce qui peut aggraver l'étanchéité. La planéité doit être contrôlée lors du formage du contenant et de la création du cordon.
Le défaut de parallélisme est une erreur d'orientation (inclinaison entre les plans), tandis que le défaut de planéité est un défaut de qualité de surface (ondulations sur le joint d'étanchéité). Une boîte peut être parallèle sans être plane, et inversement ; ces deux défauts peuvent nuire à l'étanchéité de différentes manières.
Elle s'avère particulièrement précieuse lorsque l'on constate une variabilité des fuites non imputable au diamètre ou à la hauteur de contact. Elle est également utile lors d'un changement de fournisseur ou en cas de modification des conditions de formage du cordon (usure de l'outil, accumulation de laque, dérive de formage).
