Un bombe de peinture Il s'agit d'un système combinant concentré de peinture, propulseur, éléments de dosage à vanne, actionneur et un réservoir sous pression étanche. Lorsque l'actionneur est actionné, la tige s'ouvre, le liquide est propulsé à travers le tube plongeur et la vanne, et la buse le pulvérise en gouttelettes qui forment un film de revêtement sur le support.
La valeur commerciale ne réside pas dans la boîte vide, mais dans la capacité à l'emballer. Peinture au pistolet portable, application répétable, faible coût de l'équipement, finition visuelle et stabilité au stockage dans un système pressurisé jetable. Pour les ingénieurs, les questions cruciales sont directes : la pulvérisation sera-t-elle uniforme ? Le système risque-t-il de se boucher ? La valve fuira-t-elle ? Le revêtement respectera-t-il les normes relatives aux COV et à la réactivité ? L’aérosol résistera-t-il au transport et à la conservation ?

1. Définition du produit et mécanisme de fonctionnement
Dans le cadre de la réglementation européenne relative aux aérosols, un aérosol est un récipient sous pression non rechargeable muni d'un système de valve permettant la libération de son contenu. Le CARB définit les produits de revêtement en aérosol comme des produits de revêtement sous pression contenant des pigments ou des résines et expulsés par un propulseur à partir d'un récipient aérosol jetable. bombe de peinture aérosol, L'atomisation ne représente qu'une partie du travail. L'exigence principale est une libération sûre, transportable, stockable et reproductible.
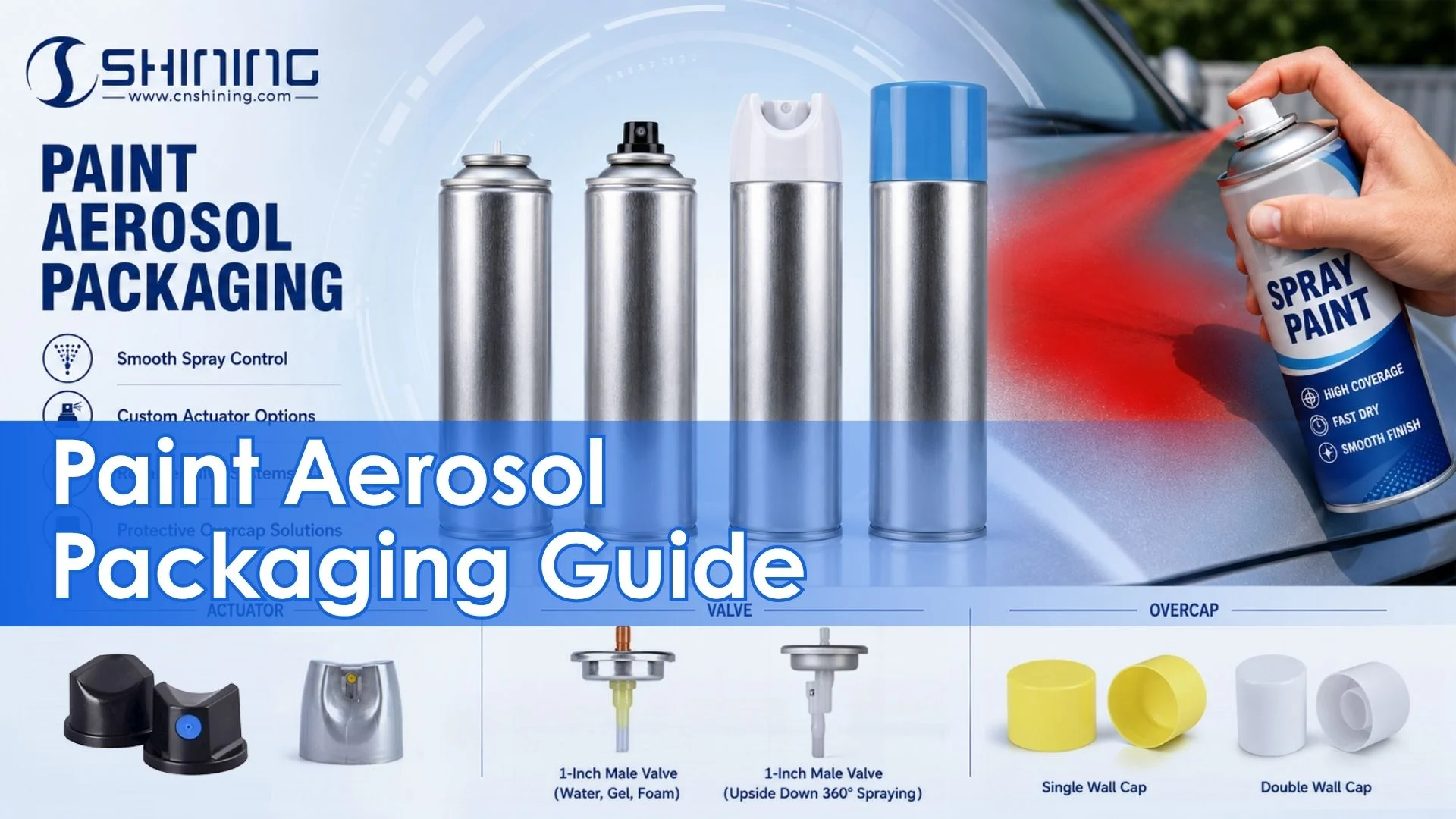
Une bombe de peinture aérosol classique comporte sept couches fonctionnelles :
- Corps de la boîte : Récipient sous pression en acier ou en aluminium.
- Concentré de peinture : résine, phase solvant ou aqueuse, pigment, charge et additifs.
- Propergol: GPL, DME, air comprimé, azote ou autres gaz inertes.
- Ensemble de vannes : coupelle de montage, boîtier, ressort, joint et tige.
- Tube plongeur : Circuit de transfert du liquide du fond de la canette à la valve.
- Actionneur et orifice : Interface utilisateur et contrôle du jet de pulvérisation.
- Revêtement interne, impression et éléments de prévention des utilisations abusives : Couche de compatibilité et de gestion des utilisateurs.
L'alésage de la tige, le matériau du joint, la force de rappel du ressort, la géométrie de la chambre de la soupape, l'orifice de l'actionneur et la structure tourbillonnaire influent sur le débit, la taille des gouttelettes, les fuites et la sensation de l'utilisateur.
Avec les propergols liquides comme le GPL ou le DME, les phases liquide et vapeur coexistent. Lorsque le produit sort de la bonbonne, une plus grande quantité de propergol se vaporise, contribuant ainsi au maintien de la pression. Avec l'air comprimé ou l'azote, la pression chute lors de la vidange du contenu, ce qui peut entraîner une diminution plus rapide de la puissance de pulvérisation en fin de vie.
La pression n'est pas le seul facteur variable. La température, le diamètre de l'aérosol, le taux de remplissage, la viscosité de la formulation, la dispersion des pigments, la compatibilité du propulseur et celle du revêtement influencent également le comportement de la pulvérisation. Une basse température réduit la pression de vapeur, ce qui se traduit par une pulvérisation faible, irrégulière ou par des crachotements. Une viscosité élevée ou une mauvaise dispersion des pigments favorisent l'accumulation de produit près de la buse et peuvent perturber le jet.
Du point de vue de l'application, l'actionneur utilise l'orifice et la chambre de tourbillonnement pour fragmenter le liquide en fines gouttelettes. Ces gouttelettes se déposent sur le substrat, le solvant ou l'eau s'évapore instantanément, la résine forme un film et les pigments ou les paillettes métalliques s'orientent à l'intérieur de la couche de revêtement. Si le motif est trop fin ou les gouttelettes trop grosses, des défauts tels que marbrures, coulures, bords irréguliers et surpulvérisation excessive apparaissent. Si l'évaporation du solvant est trop rapide, il peut en résulter une pulvérisation sèche, un effet peau d'orange ou une faible adhérence.

2. Position concurrentielle et produits de substitution
Les bombes de peinture en aérosol ne constituent pas la méthode de revêtement la plus performante dans tous les cas. Elles s'avèrent plus avantageuses lorsque le coût d'installation, la portabilité, la rapidité d'exécution et une qualité de finition acceptable priment sur un contrôle maximal du film.
| Solution | Coût de l'équipement | Facilité d'utilisation | Vitesse | Contrôle fin | Grande surface | Cohérence du film | Nettoyage | Cas d'utilisation optimal | Menace pesant sur les aérosols |
|---|---|---|---|---|---|---|---|---|---|
| Bombe de peinture aérosol | Faible | Faible | Haut | Moyen | Moyen | Moyen-élevé | Très bas | Réparation locale, bricolage, art, travaux portables | Produit de base |
| Brosse / rouleau | Très bas | Faible | Moyen | Faible à moyen | Haut | Fortement dépendant de l'opérateur | Faible | Murs, grandes surfaces planes, rénovation à faible coût | Un excellent substitut aux grandes surfaces |
| Pulvérisateur à pompe | Faible à moyen | Moyen | Moyen | Faible à moyen | Moyen | Limité par la viscosité du liquide et la hauteur de la pompe | Moyen | Jardinage, nettoyage, liquides à faible viscosité, certaines tâches liées à l'eau | Faible pour les revêtements décoratifs à haute viscosité |
| Aérographe | Moyen-élevé | Haut | Faible à moyen | Très haut | Faible | Haut | Haut | Modèles, dégradés, textures, art détaillé | Excellente maîtrise des travaux de précision sur petites surfaces |
| système de pistolet à peinture | Haut | Haut | Haut | Haut | Très haut | Haut | Très haut | Revêtement professionnel, panneaux automobiles complets, production industrielle | Solide expérience en travaux de revêtement professionnels |
Si l'on considère uniquement la prise en main, les aérosols de peinture sont robustes : pas de compresseur, pas de mélange, pas de réglage de pression, pas de nettoyage du tuyau. Les produits modernes utilisent des buses à jet plat, une pulvérisation multi-angles et des zones de préhension plus larges pour limiter les risques d'erreur.
Pour une qualité de revêtement finale optimale, les limites sont inhérentes à la conception de l'aérosol : courbe de pression, diamètre de la buse, formulation et volume de l'emballage. Les aérosols restent moins performants que les pistolets à peinture pour les grandes surfaces, le contrôle précis de l'épaisseur du film, les pulvérisations continues de longue durée ou les systèmes multicouches complexes. Ils sont généralement moins performants que les aérographes pour les travaux de micro-détail et les très faibles projections. Le juste milieu est donc évident : finition acceptable, configuration la plus rapide.

3. Systèmes de formules, termes et limites de sécurité
3.1 Principales catégories de formules
| Catégorie | Résine/Système typique | Fonction typique | Position commerciale | Point de risque |
|---|---|---|---|---|
| À base de solvant | Systèmes modifiés alkyde/acrylique, alkyde, NC, modifiés PU | Séchage rapide, forte adhérence, formation de film à basse température, large tolérance d'application | Une catégorie de revenus toujours importante | Exposition aux COV, à l'inflammabilité et aux solvants aromatiques et esters/cétones |
| À base d'eau | Systèmes acryliques en phase aqueuse, alkydes en phase aqueuse, systèmes en phase aqueuse modifiés au polyuréthane | Réduction des COV, réduction des odeurs, conformité réglementaire facilitée | Orientation de croissance | Stabilité au stockage, nivellement, résistance aux intempéries et aux essences |
| Laque | Peinture à séchage rapide et à haute teneur en solides, couramment utilisée dans le detailing automobile et les réparations rapides. | Brillance, réparation rapide, fenêtre de recouvrement facile | Réparation rapide automobile et bricolage | Irritation due aux solvants et pulvérisation sèche due à une évaporation rapide |
| Émail | Systèmes généraux de réparation décorative et industrielle | Tolérance d'application, durabilité, aspect extérieur | catégorie générale du commerce de détail | Séchage plus lent que les systèmes ultra-rapides ; fenêtre sensible à l'environnement |
| Acrylique | Art, décoration générale, procédés à base d'eau ou hybrides acryliques NC | Expression des couleurs, couverture, conception de pulvérisation basse pression | Passionnée d'art et de bricolage | Stabilité en milieu aqueux ; pression de COV dans les versions NC |
| Métallique | Systèmes de pigments nacrés ou à paillettes d'aluminium | Aspect métallique répondant à la demande automobile et décorative | Groupe d'UGS à valeur visuelle supérieure | Orientation des flocons, colmatage, consistance du jet de pulvérisation |
| Vernis transparent | Systèmes transparents à base d'alkyde modifié, de PU modifié ou d'acrylique | Protection, brillance, résistance aux UV, aux rayures et aux carburants | Forte demande dans le secteur automobile et le bricolage haut de gamme | Jaunissement, altération, adhérence entre les couches |
3.2 Ingrédients fonctionnels et plages de poids typiques
Le tableau ci-dessous ne présente pas une formule unique. Il s'agit d'une gamme commerciale pratique, élaborée à partir de brevets et de fiches de données de sécurité. Les formules réelles dépendent du type de résine, de l'épaisseur du film cible, du volume de pigment, de la compatibilité avec le propergol et le joint de soupape, ainsi que du revêtement interne.
| Groupe d'ingrédients | Fonction principale | Plage courante par poids | Preuves représentatives |
|---|---|---|---|
| Propulseur : propane, n-butane, GPL, DME, air comprimé, gaz inerte | Fournit la pression de refoulement ; modifie la courbe d'atomisation et de pulvérisation | 10%-35% pour les systèmes conventionnels à base de solvants ; 10%-50% dans certaines voies de DME en phase aqueuse | La fiche de données de sécurité de Rust-Oleum indique le propane 10%-25%, le n-butane 2,5%-10% ; les brevets en phase aqueuse donnent des plages de DME plus larges. |
| Solvant principal / cosolvant : acétone, acétate de n-butyle, PMA, composés aromatiques légers, DMC | Dissout la résine, ajuste la viscosité, l'évaporation et le nivellement. | 20%-45% | Les gammes commerciales de SDS comprennent l'acétone, l'acétate de n-butyle, le PMA et le naphta aromatique léger. |
| Phase continue aqueuse | Phase de base pour les systèmes à base d'eau ; réduit la charge en COV | 4%-60% | Les brevets anciens et récents relatifs aux procédés à base d'eau présentent tous deux de larges fenêtres d'application. |
| Résine / filmogène : acrylique, alkyde, PU modifié | Formation de film, adhérence, vieillissement, dureté, flexibilité | 10%-60% dans les gammes de brevets en phase aqueuse ; les produits commerciaux se situent souvent autour de 10%-30% | Exemples de brevets à base d'eau et de vernis transparents/laques commerciaux. |
| Pigment/charge : TiO22, noir de carbone, pigment coloré, paillettes d'aluminium, perle | Masquage, couleur, effet métallique, support rhéologique | 5%-25% ; le blanc à haut pouvoir couvrant peut être plus élevé ; vernis transparent proche de zéro | La fiche de données de sécurité (FDS) de la peinture en aérosol blanche peut mentionner la présence de TiO₂.2 à 10%-25%. |
| Additifs : nivelant, dispersant, antimousse, anti-décantation, conservateur, siccatif | Stabilité au stockage, résistance au colmatage, fenêtre d'application, qualité de surface | 0.1%-5% | Pratique commerciale courante ; les brevets répertorient souvent différentes gammes d’additifs. |
| Facteurs de corrosion et de compatibilité du revêtement | Prévient les attaques au DME et aux agents aqueux sur le métal et le revêtement. | Détectable jusqu'à 1%+, mais principalement dépendant du système de revêtement | Les systèmes DME à base d'eau nécessitent des vérifications de compatibilité des revêtements et des joints. |
La variable importante est le DME dans les peintures à l'eau. Un brevet ancien décrit une résine alkyde modifiée hydrosoluble, de l'eau, un solvant organique hydrosoluble et du DME. Un brevet ultérieur de peinture aérosol à l'eau autorise de larges quantités de DME, de résine et de solvant aqueux. Voir US5196459A compositions de revêtement aérosol à base d'eau et Peinture aérosol à base d'eau EP3592813B1.
La difficulté ne réside pas dans le fait de “ mettre de l'eau dans la boîte ”. La difficulté réside dans le fait de faire fonctionner ensemble la résine, le propulseur, le revêtement intérieur de la boîte, le joint, la valve et une longue durée de conservation.
3.3 Limite de sécurité
Les fiches de données de sécurité (FDS) commerciales sont directes. Les peintures en aérosol à base de solvants sont généralement classées comme aérosols extrêmement inflammables et conditionnées dans des récipients sous pression susceptibles d'éclater sous l'effet de la chaleur. Elles peuvent également comporter des avertissements concernant l'irritation oculaire, les effets narcotiques ou les risques liés à une exposition chronique. Exemple de fiche de données de sécurité Rust-Oleum contient du propane, du butane, de l'acétone, un solvant hydrocarboné, un solvant aromatique, du triméthylbenzène, du xylène, de l'éthylbenzène et du TiO₂.2 gammes.
À base d'eau ne signifie pas inoffensif. Les systèmes à base d'eau peuvent réduire les COV et les odeurs, mais l'exposition aux brouillards et vapeurs nécessite toujours une ventilation, une protection respiratoire et une gestion des matières dangereuses.
3.4 Termes techniques utiles
| Terme | Signification courte | Signification commerciale |
|---|---|---|
| Actionneur | Tête de pulvérisation actionnable par l'utilisateur. | Affecte directement la sensation au toucher, le jet de pulvérisation et l'identité du produit. |
| ensemble de vanne | coupelle de montage, tige, joint, ressort et boîtier. | Contrôle les fuites, les projections, la durabilité et la compatibilité. |
| Tube plongeur | Tube acheminant le liquide du fond du récipient vers la valve. | Affecte le résidu utilisable et la conception à angle quelconque. |
| DME | Éther diméthylique ; comportement similaire à celui d’un propulseur et d’un solvant. | Utile pour les procédés par voie aquatique/à faible teneur en COV, mais peut poser des problèmes de revêtement. |
| PWR | Réactivité pondérée par le produit. | Indicateur de conformité de base pour les revêtements aérosols au niveau fédéral américain. |
| MIR / PWMIR | Réactivité incrémentale maximale / MIR pondérée par le produit. | Indicateur de conformité de réactivité CARB de base. |
| Motif en éventail | Jet plat. | Influe sur le nivellement, la vitesse et le contrôle des bords. |
| Cracher | Décharge de gouttelettes irrégulière. | L'une des plaintes les plus fréquentes des utilisateurs. |
| zeste d'orange | Défaut de texture du film. | Généralement dû à un déséquilibre d'atomisation et de nivellement. |
| Flash time | Temps nécessaire à l'évaporation partielle du solvant/de l'eau. | Contrôle l'efficacité du recouvrement et le risque de course. |
| BOV | Sac sur valve. | Sépare le produit du propulseur pour une évacuation plus propre dans certains systèmes. |
| Conseil confort | Actionneur à large surface tactile. | Réduit la fatigue des doigts lors d'une pulvérisation continue. |

4. Réglementation et cadre de conformité
4.1 États-Unis
Au niveau fédéral américain, les revêtements en aérosol sont couverts par 40 CFR Partie 59 Sous-partie E. Cette réglementation ne se limite pas à un cadre de COV exprimé en grammes par litre. Elle utilise la réactivité pondérée par le produit (RPP), avec des limites par catégorie, un étiquetage, des enregistrements et des obligations de déclaration.
La Californie est plus spécifique. Règlement CARB sur les produits de revêtement en aérosol Elle définit les produits de revêtement en aérosol, utilise la logique MIR et PWMIR, distingue les revêtements généraux et spéciaux et exige un étiquetage par catégorie et limite de réactivité. Elle restreint également l'utilisation de substances telles que le chlorure de méthylène, le perchloroéthylène, le trichloroéthylène et les composés appauvrissant la couche d'ozone.
Le transport est une question distincte. Les aérosols sont souvent liés à la Convention des Nations Unies de 1950 et à la logique des quantités limitées. Aux États-Unis, la réglementation sur les marchandises dangereuses…, 49 CFR §173.306 Cela concerne les quantités limitées de gaz comprimés. Cela a une incidence sur l'acheminement des commandes en entrepôt, l'acceptation des commandes en ligne, le transport aérien et la conception des emballages.
4.2 Union européenne
La structure de conformité de l'UE comporte trois niveaux. Premièrement, le Directive 75/324/CEE relative aux distributeurs d'aérosols Le règlement REACH traite de la sécurité des produits sous pression, de leur inflammabilité, de leur résistance structurelle, de l'analyse des risques et des essais. Deuxièmement, les règlements REACH et CLP encadrent l'enregistrement, l'évaluation, la classification, l'étiquetage et l'emballage des produits chimiques. Troisièmement, la directive 2004/42/CE contrôle la teneur en COV de certaines peintures, vernis et produits de finition automobile.
En ce qui concerne les aérosols de peinture, l'UE n'applique pas une réglementation unique. Il s'agit d'un marché où la conformité est multiple : sécurité sous pression, réglementation chimique, réglementation des COV, réglementation du transport et réglementation des déchets d'emballage sont autant de normes qui interagissent.
4.3 Amérique latine, Moyen-Orient et Afrique
Ces marchés existent bel et bien. La difficulté réside dans le fait que l'ouverture et l'uniformité réglementaires y sont moins marquées qu'en Amérique du Nord et dans l'Union européenne. En pratique, les marques multinationales adaptent généralement leur réglementation pays par pays en se basant sur la logique de transport de la Convention des Nations Unies de 1950, les fiches de données de sécurité (FDS), les réglementations locales relatives aux COV et aux substances chimiques dangereuses, ainsi que les exigences en matière d'étiquetage à l'importation.

5. Tendances technologiques, brevets et paysage des marques
La tendance utile n'est pas le terme générique “ vert ”. La direction technique est plus spécifique.
- Faible teneur en COV et faible réactivité : Les réglementations fédérales américaines et californiennes utilisent des cadres basés sur la réactivité, tandis que la Chine et l'UE privilégient le contrôle à la source et la conformité chimique.
- Peinture aérosol à base d'eau comme système d'ingénierie : Les brevets continuent de se concentrer sur la compatibilité avec la résine, le comportement du DME, la stabilité en rayon et la protection du revêtement.
- Séparation de la route du propergol : Le GPL et le DME restent pertinents, mais l'air comprimé, les gaz inertes, les soupapes de décharge et les options à faible PRG suscitent un intérêt croissant.
- Ergonomie de l'actionneur : L'embout confort, la buse à jet plat, le système de pulvérisation multidirectionnelle, les capuchons basse pression pour artistes et les gammes de capuchons interchangeables ne sont plus de simples accessoires. Ils permettent de maîtriser les pannes.
- Recyclabilité et allègement : Les actionneurs PCR, la réduction de la masse plastique, la recyclabilité des métaux et les choix de conception liés aux PPWR deviennent des exigences d'ingénierie.
Exemples de brevets, normes, associations et publications
| Taper | Nom | Pourquoi c'est important |
|---|---|---|
| Brevet | US5196459A / EP0068771A3 compositions de revêtement aérosol à base d'eau | Voie initiale pour eau + résine hydrosoluble / solvant + DME. |
| Brevet | Peinture aérosol à base d'eau WO2018162801A1 / EP3592813B1 | L'accent est mis sur la résine modifiée PU, un poids sec plus élevé, une meilleure stabilité au stockage et une faible teneur en COV / ininflammable. |
| Brevet | Composition d'aérosol à base d'eau US11390756B1 | Cela témoigne de l'intérêt continu des grandes marques pour la technologie des aérosols à base d'eau. |
| Brevet | Peinture aérosol DME à base de solvant US4923097A | Représente le rôle combiné du DME comme propulseur et solvant dans les systèmes à base de solvants. |
| Standard | EPA 40 CFR Partie 59 Sous-partie E | Principal cadre de référence pour la conformité aux réglementations fédérales américaines en matière de revêtements aérosols. |
| Standard | Article 3 du CARB / 17 CCR 94520-94524 | L'un des systèmes de réactivité de revêtement aérosol les plus stricts. |
| Standard | Règlement UE 75/324/CEE, REACH, CLP, 2004/42/CE | Structure de conformité de l'UE en matière de sécurité sous pression, de produits chimiques et de COV. |
| Transport | ONU 1950, 49 CFR §173.306, IATA DGR | Cela affecte directement la faisabilité de l'entreposage, du commerce électronique et du fret aérien. |
| Associations | FEA, HCPA, BAMA, AÉROBAL, ACCPF | Sources utiles pour les données sectorielles, le suivi de la réglementation et les orientations en matière d'emballage. |
La leçon pratique est simple : les travaux de peinture aérosol à long terme nécessitent la lecture simultanée de quatre types de documents : brevets, réglementations, fiches de données de sécurité et plaintes des utilisateurs.
6. Les 10 meilleures marques de bombes de peinture aérosol

| Marque | Pays / Région | Société mère | Capacité typique | Prix de détail typique (USD) | Commentaire technique |
|---|---|---|---|---|---|
| Rust-Oleum | États-Unis | RPM International | 340 ml | 6-9 | Position de leader sur le marché nord-américain des peintures aérosols à usage général ; couverture étendue des canaux de distribution et des références. |
| Krylon | États-Unis | Sherwin-Williams | 340 ml | 4.5-8 | Positionnement tarifaire avantageux et forte notoriété auprès des utilisateurs débutants ; l’expérience avec la buse peut diviser les avis des utilisateurs. |
| Dupli-Couleur | États-Unis | Sherwin-Williams | 8 oz / 12 oz / 16 oz | 8-16 | Position forte sur le marché de l'après-vente automobile ; les vernis transparents et les produits de réparation se comportent davantage comme des outils que comme des produits de peinture. |
| Boîtes Montana | Allemagne | Montana Cans GmbH | 400 ml | 8-12 | Excellente qualité de peinture en aérosol pour artistes ; la sensation de basse pression et le système de couleurs sont aboutis. |
| Couleurs du Montana MTN | Espagne | Couleurs du Montana | 400 ml | 6-10 | Forte influence des couleurs et de la culture urbaine ; large expansion de la gamme de produits. |
| Seymour | États-Unis | Seymour de Sycamore, Inc. | 454 g | 10-18 | Caractéristiques industrielles MRO ; positionnement monobloc plus robuste et plus professionnel. |
| BOSNY | Thaïlande | Bosny Paints Co., Ltd. | 400 cm3 / 600 cm3 | 3-7 | Large couverture en Asie du Sud-Est et sur les marchés émergents ; la flexibilité des prix et des canaux de distribution sont ses points forts. |
| Tamiya | Japon | Tamiya, Inc. | 100 ml | 8-12 | Peinture aérosol de référence pour maquettes ; chère au ml, mais appréciée des utilisateurs soucieux du détail. |
| Couleur de la Citadelle | Royaume-Uni | Games Workshop Group | 400 ml | 20-25 | Le prix premium repose sur la compatibilité du système et la confiance de la communauté des passionnés, et non uniquement sur la chimie. |
| Spray.Vélo | Royaume-Uni | Spray.Bike Ltd. | 400 ml | 11-18 | Positionnement de niche autour des cadres de vélos ; propose un flux de travail simplifié et à utilisation directe. |
7. Composants Shining Packaging pour projets de peinture en aérosol
Pour les projets de peinture en aérosol, le domaine d'expertise de Shining Packaging se situe à l'interface entre la formulation et l'expérience utilisateur : actionneurs, aérosols, et vannes. C’est précisément à ce stade que surviennent de nombreuses défaillances sur le terrain. Un bon système de résine peut néanmoins être jugé médiocre si l’actionneur crache, si la valve fuit, si le jet de pulvérisation est instable ou si le revêtement de la cartouche n’est pas compatible avec le système de propulsion.
Pour les emballages de peinture et de revêtement, l'actionneur doit être adapté à l'application prévue : jet étroit pour les détails, jet conique standard pour les réparations courantes, jet en éventail pour une couverture rapide des panneaux, ou gâchette ergonomique pour une utilisation prolongée. La valve et le joint doivent être testés en fonction du solvant, du DME, de la phase aqueuse, de la charge pigmentaire et de la courbe de pression. Le corps de l'aérosol et le revêtement interne doivent garantir une durée de conservation, une résistance à la corrosion, une sécurité de transport et répondre aux exigences d'impression.
Il ne s'agit pas d'un choix purement décoratif. Dans le cas des peintures aérosol, l'emballage fait partie intégrante du dispositif de pulvérisation. Le choix des composants du Shining Packaging doit donc être examiné en tenant compte de la viscosité, du rapport gaz/pulvérisateur, du poids de remplissage, du débit de pulvérisation souhaité et des conditions de stockage prévues.

8. Points de friction pour les utilisateurs et idées d'amélioration de l'emballage
Les plaintes des utilisateurs concernant les bombes de peinture aérosol se concentrent sur quatre points clés de la conception de l'emballage : la valve, le dispositif de déclenchement, la communication des couleurs et la compatibilité du revêtement. Les utilisateurs peuvent décrire le problème comme une “ mauvaise peinture ”, mais la cause profonde est souvent un défaut d'application.
8.1 Où se concentrent les plaintes
Les signes courants de dysfonctionnement incluent les fuites aux buses, les écoulements autour de l'actionneur, les boutons difficiles à presser, les bouchons obstrués, les projections, les amas de produit, une pulvérisation médiocre à basse température et une différence de couleur. Des bouchons de rechange, des bouchons fins, des bouchons épais, des bouchons à montage direct et des poignées de gâchette sont disponibles car l'emballage d'origine n'est pas toujours adapté à la tâche.
La communication des couleurs est également sous-estimée. La couleur du bouchon ne correspond pas toujours à celle du film sur le support réel, notamment pour les peintures métallisées, nacrées, vernies ou à faible pouvoir couvrant. Cet écart entraîne des essais de pulvérisation en magasin, des retours et des réclamations pour “ couleur incorrecte ”.
8.2 Solution au problème d'emballage
| Point de douleur de l'utilisateur | Signalisation publique | Réparation d'emballage/de composants | Pourquoi ça marche |
|---|---|---|---|
| Fuite de la buse, gouttes, peinture sur les doigts | Les avis font souvent état de fuites et de gouttes au niveau de la buse. | Améliorer l'ajustement du joint de tige, le contrôle de la tolérance, la fermeture frontale, le retour de succion ou la géométrie de l'actionneur. | La panne survient souvent au niveau de l'interface vanne-actionneur, et pas seulement à cause d'une erreur de l'utilisateur. |
| Obstruction, projections, crachats | La demande de recherche concernant les bombes de peinture obstruées est élevée. | Utilisez des matériaux d'actionneur à faible rétention résistants aux solvants, des bouchons amovibles, un bouchon de rechange dans le surbouchon et des instructions de nettoyage à l'envers plus claires. | Intégrer la maintenance dans l'emballage est plus fiable que de compter sur la mémoire des utilisateurs. |
| Fatigue des doigts et force de pression élevée | Les utilisateurs signalent une pression difficile ; les poignées de déclenchement sont vendues en accessoires. | Utilisez un actionneur de déclenchement intégré, un repose-doigts plus large, une force d'actionnement plus faible ou un accessoire de déclenchement à clipser. | La fatigue réduit la durée de pulvérisation continue et modifie la consistance de la pulvérisation. |
| Motif instable, bords irréguliers, contrôle des détails médiocre | Les marchés des accessoires pour casquettes fines/épaisses montrent une demande structurée. | Proposer des options d'actionneurs étroits, standard et à ventilateur sur une seule plateforme avec un étiquetage clair des motifs. | Les utilisateurs n'ont pas besoin d'un capuchon universel. Ils ont besoin d'un capuchon adapté à la tâche. |
| Communication couleur peu fiable | Les utilisateurs testent le spray car la couleur du bouchon n'est pas fiable. | Utilisez un anneau de couleurs réelles à 360 degrés, des échantillons de pulvérisation réelle QR et des notes sur l'effet du substrat pour les couleurs métalliques et nacrées. | Réduit les dommages en magasin, les retours et les réclamations liées aux différences de couleur. |
| Attaque par voie aquatique / revêtement DME | Des sources techniques avertissent que les systèmes aqueux à forte concentration de DME peuvent attaquer les revêtements. | Utilisez des revêtements en époxy ou en polyester plus compatibles avec le BPA-NI et améliorez le matériau des joints de soupape. | Sans compatibilité d'emballage, les améliorations à base d'eau ne sont pas viables en termes de durée de conservation. |
| Pulvérisation faible à basse température | Les utilisateurs discutent fréquemment de la possibilité de réchauffer les canettes avant utilisation. | Ajuster la plage de pression de vapeur du propulseur pour les marchés froids ; ajouter des icônes de température ; envisager une segmentation des références pour l’hiver. | Un même dosage de propergol ne convient pas à tous les climats. |
| Emballage lourd, coûts logistiques, pression sur la durabilité | Les tendances européennes en matière d'emballage privilégient l'allègement et la recyclabilité. | Utiliser une conception de boîte légère, des actionneurs PCR, des pièces de surbouchage réduites et un emballage métallique recyclable. | La pression réglementaire, le coût du transport de marchandises et la déclaration des émissions de carbone évoluent tous dans la même direction. |
La conclusion principale est sans appel : de nombreux avis négatifs ne sont pas dus à des défauts de formule, mais à des problèmes de conception de l’emballage qui empêchent une application correcte. Si la valve fuit, si l’actionneur se bouche avec de la peinture, si le jet est défectueux ou si la couleur est erronée, l’utilisateur incriminera l’aérosol.
9. Conclusion
Une bombe de peinture aérosol doit être considérée comme un système de pulvérisation sous pression, et non comme un simple récipient métallique. La formule de la peinture, le propulseur, la valve, l'actionneur, le revêtement intérieur de la bombe et le mode d'emploi déterminent tous le résultat final. Un système bien adapté permet une pulvérisation rapide, facile et régulière, nécessitant peu d'équipement. Dans le cas contraire, on observe des fuites, des obstructions, des projections, un film irrégulier, des différences de couleur ou une perte de pression prématurée.
Les prochains progrès concrets proviendront de la formulation de peintures à faible teneur en COV ou à faible réactivité, de la compatibilité avec les peintures en phase aqueuse et le DME, d'emballages plus légers et plus recyclables, d'une meilleure ergonomie des actionneurs et d'un contrôle plus précis de la plateforme de la valve. Pour les fabricants, l'équipe emballage n'a pas un rôle de soutien. Dans le cas des aérosols de peinture, l'emballage fait partie intégrante du procédé.
10. FAQ : Questions sur les bombes de peinture aérosol
Le jet est principalement déterminé par la conception de l'orifice de l'actionneur, la géométrie de la chambre de turbulence, le débit de la vanne, la pression du propulseur, la viscosité de la peinture et la dispersion des pigments. Un jet en éventail nécessite une pression stable et une taille de gouttelettes adaptée. Si la buse est trop étroite, la viscosité trop élevée ou les pigments mal dispersés, le jet peut devenir irrégulier, étroit ou inégal.
Les projections indiquent généralement une instabilité du flux de liquide et de gaz au niveau de la buse. Parmi les causes fréquentes, on retrouve une température basse, une pression insuffisante dans la bombe, des conduits d'actionnement obstrués, une viscosité élevée de la formulation, un dépôt de pigments, une agitation insuffisante ou un mauvais alignement entre la valve et l'actionnement. L'utilisateur observe des gouttelettes ou des amas, mais la cause profonde peut se situer au niveau de la formulation, de la valve, du système de propulsion ou des conditions de stockage de la bombe.
Les propergols liquides comme le GPL ou le DME se présentent sous forme liquide et gazeuse à l'intérieur de l'aérosol. Lors de la pulvérisation, une partie du propergol liquide se vaporise, contribuant ainsi au maintien de la pression. Les gaz comprimés comme l'air ou l'azote ne permettent pas de rétablir la pression de la même manière. Leur pression diminue à mesure que l'aérosol se vide, ce qui peut entraîner une baisse plus marquée des performances de pulvérisation en fin de cycle.
Les peintures aérosol à base de solvants restent courantes car elles sèchent rapidement, s'atomisent bien, forment des films à basse température et offrent souvent une forte adhérence et un bel aspect de surface. Elles conviennent également à de nombreuses applications réalisées par des particuliers. Le compromis est évident : inflammabilité, exposition aux COV, odeurs, contrôle du transport et normes de réactivité plus strictes. C'est pourquoi les alternatives à faible réactivité et à base d'eau suscitent un intérêt croissant.
La peinture aérosol à base d'eau est complexe à mettre en œuvre car l'eau, la résine, le DME ou autre propulseur, le joint de la valve, le revêtement intérieur de l'aérosol et une longue durée de conservation doivent être compatibles. Une faible teneur en COV ne suffit pas. Le système doit également assurer une atomisation propre, un nivellement précis, une résistance à la corrosion, éviter le dépôt de pigments et maintenir une pression stable pendant le stockage et l'utilisation.
Aux États-Unis, la conformité des revêtements aérosols exige une classification par catégorie, des limites de réactivité pondérées par produit, un étiquetage, des enregistrements et des rapports conformément à la réglementation fédérale. La Californie ajoute les principes MIR et PWMIR, avec des catégories de revêtements généraux et spéciaux détaillées. La classification du transport est également importante, car un même produit peut nécessiter des contrôles relatifs à la manipulation des aérosols (norme UN 1950) et aux emballages en quantités limitées.
Les aérosols de peinture ont un volume fixe, un débit de valve fixe, une pression variable et un contrôle de la buse limité, contrairement aux pistolets à peinture. Pour les grandes surfaces, l'épaisseur du film, le contrôle du chevauchement et la durée de pulvérisation continue deviennent plus difficiles à maîtriser. Un pistolet à peinture offre généralement un meilleur contrôle, un coût unitaire de revêtement inférieur et des résultats plus homogènes pour les panneaux entiers ou les travaux industriels.
L'actionneur détermine la force appliquée par le doigt, la direction de pulvérisation, la taille de l'orifice, la forme du jet, la fragmentation des gouttelettes et la rétention de peinture près de la sortie. Un actionneur de mauvaise qualité peut fuir, se boucher, projeter de la peinture, fatiguer l'utilisateur ou déformer le jet. Un meilleur actionneur ne corrige pas un problème de formulation, mais il permet d'appliquer une formulation de qualité de manière homogène sur la surface.
La correspondance des couleurs dépend de l'épaisseur du film, de la couleur du support, de l'apprêt, de la distance de pulvérisation, du nombre de couches, de l'orientation des paillettes métalliques, du niveau de brillance et des conditions de séchage. La couleur du bouchon ou les échantillons de couleur imprimés ne donnent qu'une approximation du résultat final. Les couleurs métallisées, nacrées, vernies et à faible pouvoir couvrant révèlent plus clairement les différences de teinte ; des échantillons de peinture réelle ou des nuanciers QR sont donc utiles.
Les modifications les plus utiles apportées à l'emballage ciblent les points faibles les plus courants : meilleure tolérance du joint de la tige, matériaux de l'actionneur à faible rétention, capuchons remplaçables ou de rechange, options de jet, embouts plus larges pour un confort optimal, actionneurs à gâchette, meilleure compatibilité avec les revêtements, icônes de température plus claires et affichage en couleur réelle. Ces modifications réduisent les fuites, les obstructions, la fatigue, l'instabilité de la pulvérisation, les dommages liés à la durée de conservation et les réclamations concernant les différences de couleur.
