Aperçu standard
La norme FEA 222 est une directive sectorielle publiée par l' Fédération européenne des aérosols (FEA), décrivant comment y parvenir conditions optimales de clinch pour récipients aérosols métalliques avec une ouverture de 25,4 mm.
Contrairement aux normes dimensionnelles, la norme FEA 222 se concentre sur optimisation des processus: comment récipient, soupape, L'outillage et les réglages de la machine interagissent pour produire un joint étanche et durable.
1. Normes de référence de la FEA 222
La norme FEA 222 s'appuie directement sur les normes suivantes :
- EN 14847 – Dimensions de l'ouverture des contenants en fer-blanc
- EN 14848 – Dimensions du godet de soupape
- EN 15006 – Dimensions de l'ouverture du conteneur en aluminium
- EN 15010 – Tolérances liées au sertissage de l'aluminium
- EN 14850 – Mesure de la hauteur de contact
- FEA 216 – Surfaces d'appui des mâchoires de sertissage
2. Facteurs clés influençant la performance du clinch
2.1 Hauteur de contact du conteneur (h)
La hauteur de contact est la dimension de référence entre le haut de l'ouverture du récipient et le point de contact ferme des mâchoires de sertissage.
| Type de conteneur | Plage de hauteur de contact typique |
|---|---|
| boîtes en fer-blanc | 3,85 – 4,15 mm |
| Conteneurs en aluminium | 4,05 – 4,45 mm |

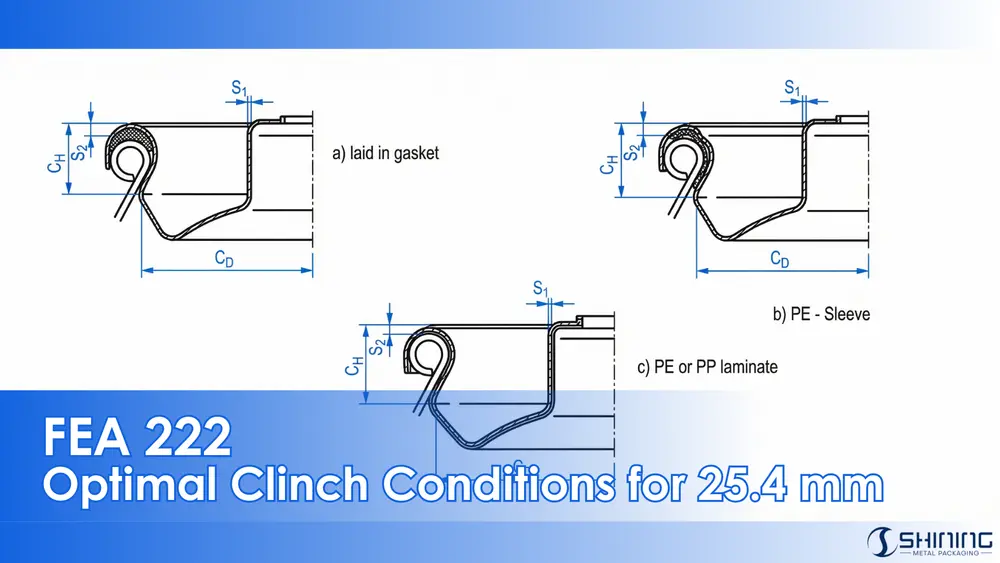
2.2 Coupelle de soupape et composé d'étanchéité

| Paramètre | Plage typique | Impact sur Clinch |
|---|---|---|
| Épaisseur de la paroi de la coupelle (S1) | 0,24 – 0,44 mm | Définit le diamètre et la rigidité du sertissage |
| épaisseur du composé d'étanchéité (S2) | 0,2 – 1,3 mm | Contrôle la compression du joint |
| Facteur de compression (f1) | 0 – 0,5 | Définit l'épaisseur effective du joint |
3. Hauteur de clinch (CH) – Logique de calcul
La norme FEA 222 définit une méthode de calcul pour déterminer la hauteur de clinch cible :
CH = h + S1 + S2 × (1 − f1)
La tolérance recommandée pour la hauteur de sertissage est de ± 0,1 mm.4. Principe de réglage du diamètre de sertissage (CD)
Le diamètre du sertissage doit être ajusté en fonction de l'épaisseur de la paroi de la coupelle de soupape :
CD = Di + 2 × (Ci − S1)
- Di = 25,4 mm (diamètre d'ouverture interne)
- Ci = 1,15 mm (constante de l'instrument)
| S1 (mm) | CD recommandé (mm) |
|---|---|
| 0.24 | 27.22 |
| 0.30 | 27.10 |
| 0.34 | 27.02 |
| 0.40 | 26.90 |
| 0.44 | 26.82 |
5. Réglages de la charge de la tête et de la machine
La norme FEA 222 recommande une charge de tête de sertissage généralement comprise entre 60 et 95 daN, en fonction du type de joint et de la pression interne.
6. Procédures de test des performances d'étanchéité
6.1 Préparation avant et pendant le remplissage
Différents tests garantissent l'intégrité du joint de sertissage :
- Coupe transversale de la coupelle encastrée : Ce test consiste à découper une section de la valve sertie afin d'observer la compression du joint extérieur et la déformation du bourrelet.
- Test au bain-marie : Utilisé pour vérifier la résistance mécanique et l'étanchéité de l'aérosol fini pendant la production (voir FEA 606 (pour des méthodes de test détaillées).
6.2 Méthodes de test rapides

Ces tests rapides permettent de vérifier l'étanchéité :
- Test d'immersion en eau froide : On augmente la pression interne du récipient rempli et on vérifie l'étanchéité de la boîte.
- Test d'immersion en eau chaude : Les récipients sont immergés dans de l'eau chaude (~40°C) pendant 15 minutes et vérifiés visuellement pour détecter les fuites.

6.3 Tests à long terme
Pour garantir la fiabilité de l'étanchéité à long terme, les tests suivants sont effectués :
- Test du tube eudiomètre : Mesure quantitativement les fuites de gaz entre la coupelle de la valve et la bille du récipient.
- Détermination de la perte de poids : Utilisé pour mesurer la conservation à long terme et la perte de gaz.
- Test de cyclage thermique : Les conteneurs sont soumis à des variations de température entre 40 °C et 0 °C afin de tester l'intégrité de leur étanchéité dans des conditions environnementales variables.

Télécharger le PDF standard
Ce document fournit FEA 222, Ce guide propose des recommandations pratiques pour optimiser le sertissage des aérosols métalliques de 25,4 mm d'ouverture. Il aborde les paramètres critiques, les méthodes de calcul, les outillages et les procédures de test nécessaires pour garantir une étanchéité fiable.
FAQ – Ingénierie et assurance qualité
La norme FEA 222 n'est pas obligatoire, mais elle représente une pratique exemplaire reconnue dans le secteur. Dans de nombreuses usines d'embouteillage européennes, elle fait office de référence pour la mise en place ou l'audit des procédés de sertissage. Son non-respect entraîne souvent des fuites récurrentes difficiles à localiser.
Non. La hauteur de sertissage dépend de l'épaisseur de la paroi de la coupelle de soupape, du type de joint et de son comportement à la compression. Utiliser une même hauteur de sertissage pour différentes soupapes peut sembler acceptable au départ, mais entraîne souvent un relâchement du joint à long terme.
Ce phénomène se produit généralement lorsque la compression du joint est inégale ou insuffisante au moment du sertissage. Avec le temps, le retour élastique du joint et des composants métalliques réduit la pression d'étanchéité, ce qui entraîne une fuite différée.
Non. La charge de compression seule ne peut garantir une étanchéité fiable si la géométrie du sertissage est incorrecte. Le profil de sertissage détermine la répartition de la force appliquée autour du joint, influençant directement l'uniformité de la compression, l'intégrité de l'étanchéité et les performances à long terme.
Non. Le test au bain d'eau détecte les fuites immédiates causées par des défauts majeurs. Il ne permet pas de prédire les performances d'étanchéité à long terme en conditions de stockage, de variations de température ou de pression.
En général, non. L'aluminium et le fer-blanc se déforment différemment sous charge et nécessitent des hauteurs de contact et des diamètres de sertissage différents. Appliquer les mêmes réglages entraîne souvent une surcompression ou une étanchéité insuffisante sur l'un des matériaux.
Oui, notamment pour les lignes de remplissage à grande vitesse ou provenant de plusieurs fournisseurs. La référence à la norme FEA 222 permet d'harmoniser les attentes des fournisseurs de boîtes, des fournisseurs de vannes et des remplisseuses.
L'erreur la plus fréquente consiste à se fier aux dimensions nominales plutôt qu'aux paramètres de sertissage calculés et vérifiés. Cette approche peut sembler acceptable lors de la mise en place, mais elle entraîne fréquemment une étanchéité instable en conditions de production réelles.
