1. Introduction — Le “ bouclier de sécurité ” des emballages alimentaires
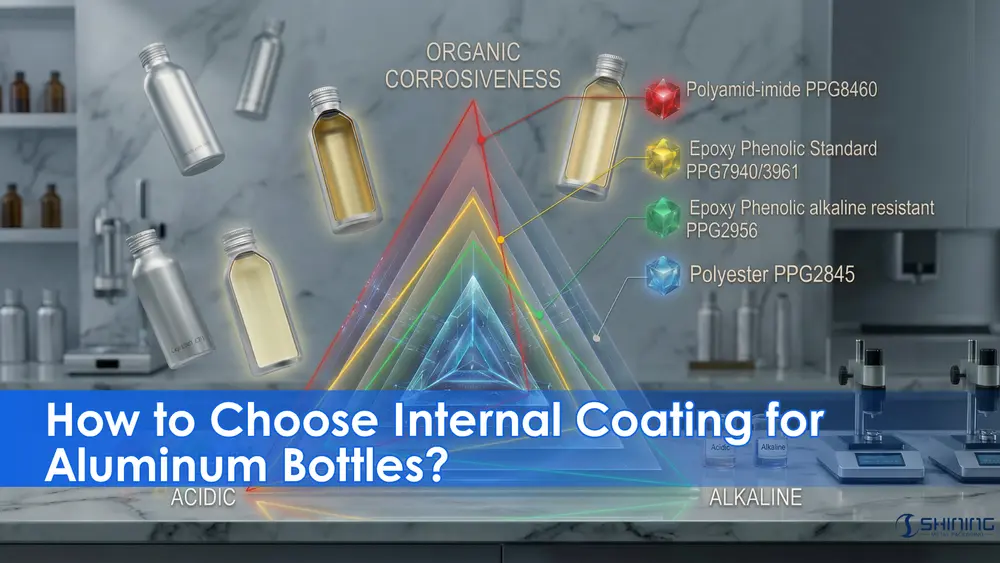
Dans le secteur des boissons et des produits alimentaires haut de gamme, les bouteilles en aluminium offrent une barrière inégalée contre la lumière et l'oxygène. Cependant, pour éviter toute interaction chimique entre le métal et le contenu – notamment les liquides acides (jus), alcoolisés (vin/bière) ou gras –, un revêtement haute performance est nécessaire. Revêtement intérieur est essentiel. Ce revêtement agit comme une barrière inerte, garantissant que le contenu reste intact et propre à la consommation.
2. Analyse approfondie — Pourquoi cette “ guerre ” mondiale contre le BPA ?
Bisphénol A (BPA) a été un élément fondamental des résines époxy-phénoliques pendant des décennies. Cependant, sa structure moléculaire est reconnue comme une Perturbateur endocrinien, ce qui a conduit à une évolution mondiale des normes de sécurité des emballages.

Risques sanitaires critiques :
- Mimétisme hormonal : Le BPA perturbe le système endocrinien en imitant les œstrogènes, affectant ainsi la santé métabolique.
- Développement neurologique : L'exposition durant la petite enfance est liée à des changements de comportement et à des troubles déficitaires de l'attention (TDA).
- Prévention stricte : Les principales autorités sanitaires imposent désormais un “ principe de précaution ”, notamment pour les produits consommés par les nourrissons et les femmes enceintes.
3. Un environnement réglementaire de conformité amélioré
1. Union européenne : l'évolution de la CE
Le règlement-cadre (CE) N° 1935/2004 garantit que les matériaux sont suffisamment inertes. Cependant, Règlement (UE) 2018/213 ont introduit des limites beaucoup plus strictes concernant le BPA dans les vernis et les revêtements :
- Réduction SML : La limite de migration spécifique (LMS) pour le BPA a été réduite de 0,6 mg/kg à 0,05 mg/kg.
- Interdiction faite aux nourrissons : Depuis 6 septembre 2018, Le BPA est strictement interdit dans les revêtements d'emballages destinés spécifiquement aux nourrissons et aux jeunes enfants (0-3 ans).
Sous Règlement (UE) 2024/3190, L’utilisation du BPA dans les matériaux en contact avec les aliments a été interdite, y compris les revêtements utilisés à l’intérieur des canettes de boissons. La réglementation est officiellement entrée en vigueur en janvier 2025, avec une période de transition s’étendant jusqu’en juillet 2026 pour la plupart des produits.source)
2. Allemagne : LFGB et pureté sensorielle
Au-delà du droit de l'UE, l'Allemagne LFGB (Code des aliments pour animaux) les exigences imposent que les revêtements internes réussissent des tests rigoureux Évaluation sensorielle (DIN 10955). Cela permet de s'assurer que le revêtement ne confère aucun goût “ métallique ” ou “ chimique ” aux produits sensibles comme l'eau minérale ou le vin.
3. États-Unis : Proposition 65 de Californie (Proposition 65)
Le BPA a été ajouté à la liste de la Proposition 65 en 2015. OEHHA directives, si le niveau d'exposition dépasse les Niveau de dose maximale admissible (MADL) Pour une exposition cutanée de 3 microgrammes par jour (via des matériaux solides), un avertissement clair et raisonnable doit être fourni aux consommateurs. Le choix de revêtements sans BPA ni NI permet aux marques d'éviter ces obligations d'étiquetage coûteuses.
4. Sélection technique — Sans BPA ou sans BPA
Comprendre les subtilités techniques est essentiel pour choisir le bon revêtement pour votre marché :
| Critères | Sans BPA | BPA-NI (Non intentionnel) |
|---|---|---|
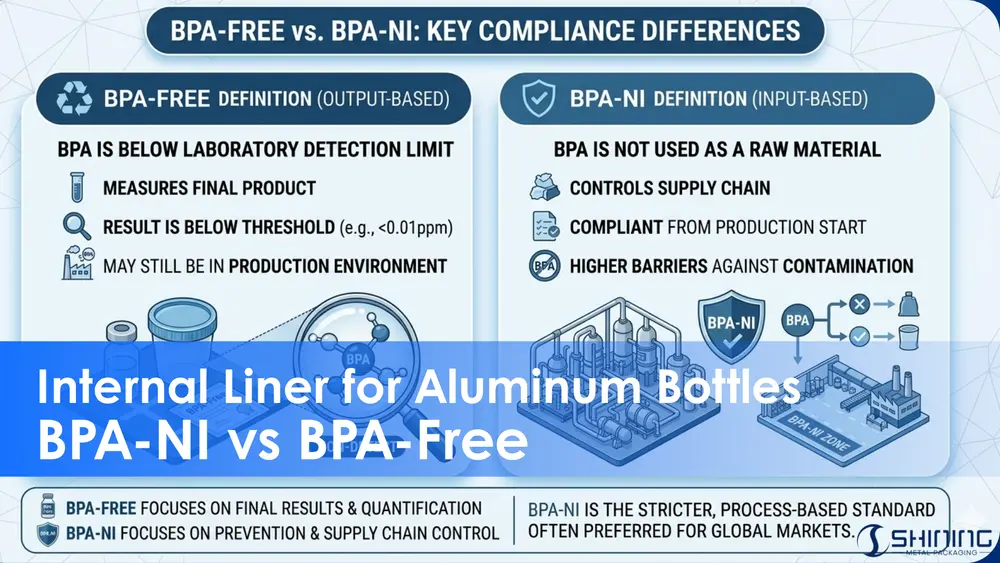
| Définition | Allégation “ fondée sur les résultats ”. La teneur en BPA est inférieure aux limites de détection en laboratoire. | A “ Axé sur les processus ” Affirmation : le BPA n’est pas utilisé comme matière première. |
| Rigueur technique | Du BPA pourrait être présent dans l'environnement de fabrication. | Élimine tout ajout intentionnel tout au long de la chaîne d'approvisionnement. |
| Idéal pour | Produits de consommation courante. | Marques mondiales haut de gamme et des emballages sans danger pour les nourrissons. |
| Modèle recommandé | Valspar 13S93AA | PPG2845 (Système polyester-amino) |

5. Excellence en ingénierie — Le processus de durcissement

La sécurité d'un revêtement est déterminée par son Densité de réticulation. Chez Shining Packaging, nous utilisons un processus contrôlé avec précision :
- Atomisation à haute vitesse : Le système de pulvérisation interne assure une couverture à 360°, y compris des zones critiques de la base.
- Polymérisation thermique : Les bouteilles sont affinées à 220°C – 260°C. Cette phase à haute température garantit que le revêtement devienne une “ armure transparente ” totalement inerte et à l'état solide qui ne migrera pas dans les aliments.
6. FAQ — Assistance technique et réglementaire

A: La norme BPA-NI est une norme industrielle plus stricte. Alors que la mention “ sans BPA ” ne tient compte que du résultat final (qui peut être influencé par les variations de sensibilité des laboratoires), la norme BPA-NI garantit l’absence totale de bisphénol A dans la formule. Cette approche “ pure dès la conception ” est privilégiée par les grandes enseignes internationales de distribution pour limiter les risques.
A : Il s'agit d'un contrôle qualité essentiel. Nous utilisons une solution électrolytique pour mesurer le courant électrique (mA). Pour les bouteilles alimentaires, nous maintenons un courant inférieur à 50 mA (même après les contraintes mécaniques liées au filetage du goulot), garantissant ainsi l'intégrité absolue de la barrière.
A : Bien au contraire. Un durcissement à haute température est essentiel pour garantir une réticulation complète et une inertie chimique du revêtement. Une fois durci, celui-ci ne migrera pas dans votre boisson.
A: Notre PPG2845 DoC Ce procédé confirme l'adéquation du produit aux aliments aqueux, acides et alcoolisés en fonction des agents stimulant la migration (par exemple, l'acide acétique 3% et l'éthanol 50%). Nous fournissons des recommandations spécifiques adaptées au pH de votre produit.