Стандартный обзор
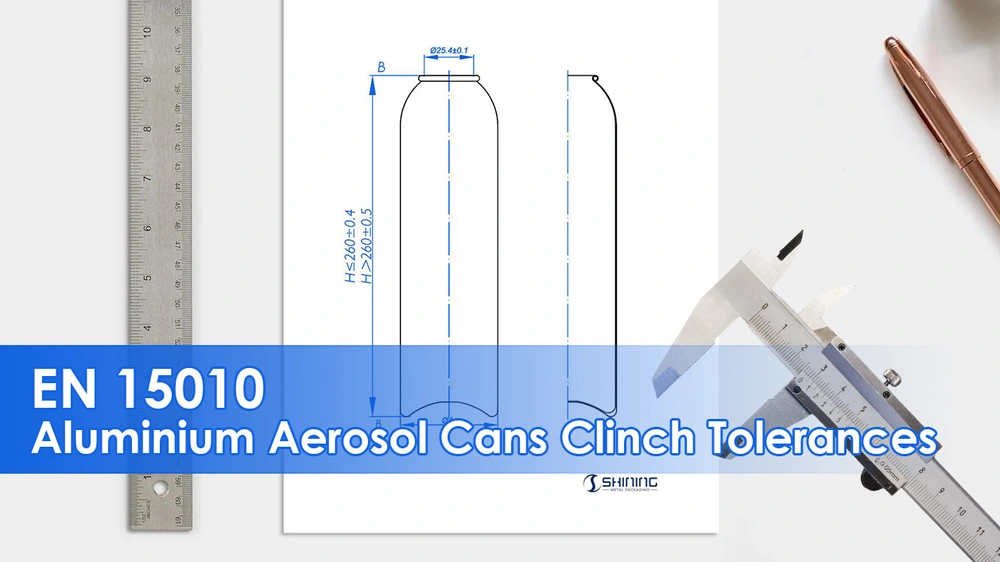
Он EN 15010:2006 Стандарт устанавливает допуски по размерам для алюминиевых аэрозольных баллончиков. апертура 25,4 мм При запрессовке с помощью клапанных чашек допуски имеют решающее значение для обеспечения эффективной герметизации в процессе производства, поскольку неправильная запрессовка может привести к утечкам или нарушению герметичности. Стандарт охватывает размеры, связанные с отверстием, параллельностью, эксцентриситетом и высотой.
1. Роль стандарта EN 15010 в системе стандартов.
Стандарт EN 15010 всегда следует применять совместно со следующими материалами:
- ISO 90-3 – справочная информация о грузоподъемности и высоте
- EN 14848 – геометрия чашки клапана
- EN 15006 – размеры отверстия алюминиевой банки
- EN 15008 – размеры цельнолитой алюминиевой банки
Вместе эти стандарты образуют целостную систему. система совместимости банка-клапан-зажим.
2. Ключевые допуски, связанные с клинчем.

Эксцентриситет (А)
Эксцентриситет определяет, насколько допустимо отклонение центральной линии отверстия от оси корпуса банки. Чрезмерный эксцентриситет приводит к неравномерному сжатию прокладки во время запрессовки.
Параллелизм (B)
Параллельность определяет угловое выравнивание между плоскостью отверстия и эталонным основанием корпуса. Недостаточная параллельность приводит к наклону клапанов и асимметричному профилю зажима.
Допустимая высота (H)
Допуск по высоте определяет, насколько может изменяться вертикальное положение отверстия относительно основания банки. В зависимости от общей высоты банки применяются разные пределы.
| Общая высота банки | Допустимая высота |
|---|---|
| H ≤ 260 мм | ± 0,4 мм |
| H > 260 мм | ± 0,5 мм |
3. Влияние на эффективность герметизации и взаимозаменяемость.
Допуски, определенные в стандарте EN 15010, не являются чисто геометрическими; это функциональные пределы, выведенные на основе обширного отраслевого опыта.
При соблюдении этих допусков:
- Клапанные чашки от разных поставщиков остаются взаимозаменяемыми.
- Распределение силы сжатия равномерное.
- Улучшена долговременная герметичность.
Когда они превышены:
- Происходит локальное чрезмерное или недостаточное сжатие прокладки.
- Появляются перекосы клапанов и косметические дефекты.
- Вероятность отложенной утечки возрастает.
Скачать стандартный PDF-файл
В данном документе представлены EN 15010, определяя допуски на основные размеры алюминиевых аэрозольных баллончиков относительно зажима. Это обеспечивает контроль параллельности, эксцентриситета и высоты, гарантируя надежный зажим клапана, стабильность производства и обеспечение качества аэрозольной упаковки.
Часто задаваемые вопросы (FAQ)
Стандарт EN 15010 определяет допуски, связанные с зажимными устройствами, которые дополняют стандарты геометрии отверстий и контейнеров. Он работает совместно со стандартами EN 15006, EN 15008 и EN 14848, обеспечивая полную совместимость между алюминиевыми банками, клапанными чашками и зажимными инструментами.
Параллельность и эксцентриситет напрямую влияют на равномерность сжатия чашки клапана и прокладки во время запрессовки. Превышение этих допусков часто приводит к асимметричной герметизации, перекосу клапана и повышенному риску отложенной утечки.
Да. Для более высоких банок допускается несколько больший допуск по высоте из-за ограничений, связанных с формовкой и обработкой. Однако увеличение разброса высоты требует тщательной регулировки оборудования для наполнения и запечатывания для обеспечения стабильного качества герметизации.
Изготовление нестандартной оснастки может частично компенсировать отклонения, но не может полностью исправить фундаментальные геометрические ошибки. Опора на корректировку оснастки вместо использования стандартных размеров обычно снижает взаимозаменяемость и надежность процесса.
Указанные допуски не являются обязательными по закону, но представляют собой проверенную передовую отраслевую практику. В производственных условиях превышение этих пределов является распространенной причиной нестабильности герметизации и жалоб на качество.
