Standardübersicht
FEA 406 ist ein Industriestandard, der von der Europäischer Aerosolverband (FEA) das definiert die Definition und Messmethode für die Planheit von Schweißperlen (Ebenheit der Wulstauflagefläche) auf Aerosolbehälter mit 25,4 mm Öffnungen.
Der Zweck der Norm besteht nicht darin, Akzeptanztoleranzen festzulegen, sondern sicherzustellen, dass verschiedene Fabriken und Labore die Planheit von Schweißraupen unter Einhaltung der folgenden Kriterien messen: einheitliche, vergleichbare Bedingungen.
Was “Ebenheit der Perle” in der Praxis bedeutet
Beim Aerosol-Clinchen ist der Wulstbereich die funktionelle Dichtfläche, auf der die Ventilkegeldichtung gleichmäßig komprimiert werden muss. “Ebenheit” bedeutet einfach, dass die Dichtfläche plan sein muss; in der Produktion heißt das, dass der Dichtring des Wulstes keine lokalen Unebenheiten aufweisen darf, die zu einer ungleichmäßigen Belastung der Dichtung führen.
Anwendungsbereich
FEA 406 gilt für:
- Metallene Aerosolbehälter mit 25,4 mm Öffnungen
- Routinemäßige Qualitätskontrollen und Laborverifizierung der Wulstsitzqualität
Es wird häufig zusammen mit anderen 25,4-mm-Dichtungssystemnormen verwendet, um einen kompletten Regelkreis zu bilden.
Messmethode
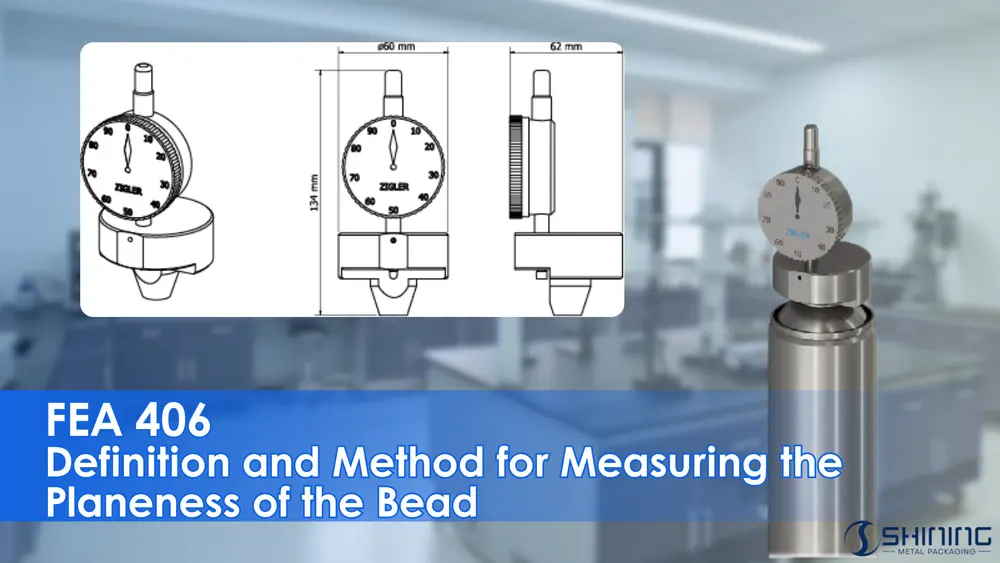
Die Norm beschreibt ein mechanisches Messgerät, das aus einer Referenzplatte und einem drehbaren Prüfbehälter besteht. Das Verfahren misst die maximale Unebenheit während einer vollständigen 360°-Drehung des Behälters.
Gerätekonzept und Schlüsselkomponenten
| Schlüssel | Komponente | Funktion in der Messung |
|---|---|---|
| (A) | Flache Referenzplatte | Definiert eine stabile Ebene; die Auflagefläche der Wulst ruht auf dieser Platte. |
| (B) | Mittelstück (Ø 25 ± 0,1 mm) | Zentriert die 25,4 mm Öffnung, sodass der Kontakt der Perle wiederholbar und nicht vom Bediener abhängig ist. |
| (C) | Messstab (Ø 8 mm) + Lehre | Kontaktiert über eine Aussparung mit dem Wulstbereich; das Messgerät erfasst die maximale Abweichung während der Drehung der Dose. |
Abbildung 1 – Messgerät (aus der Norm)

Schritt-für-Schritt-Anleitung
- Stellen Sie das Messgerät auf eine stabile Oberfläche; vergewissern Sie sich, dass die Referenzplatte sauber und unbeschädigt ist.
- Positionieren Sie die Behälteröffnung so auf dem Mittelstück, dass Die Auflagefläche der Wulst liegt auf der Platte..
- Stellen Sie sicher, dass der Messstab in der Aussparung der Platte sitzt und den Wulstbereich berühren kann.
- Drehen Sie den Behälter durch 360° und zeichnen Sie die maximale Abweichung Vom Messgerät angezeigt.
Wie die Planheit der Schweißnaht die Verklemmung und Abdichtung beeinflusst
Die Ebenheit der Wulst beeinflusst direkt, wie gleichmäßig die Ventilkegeldichtung beim Verpressen komprimiert wird. Weist die Wulst Unebenheiten auf, kann das Verpressen zwar akzeptabel aussehen, die Dichtung ist jedoch ungleichmäßig belastet – wodurch Mikroleckagen entstehen, die erst nach Temperaturwechseln oder Lagerung sichtbar werden.
Bei der Fehlersuche ist die Ebenheit der Schweißnaht besonders relevant, wenn Folgendes auftritt:
- Zufälliges Auslaufen bei ansonsten “spezifikationsgemäßen” Dosen
- Ventilneigung oder unregelmäßiges Einrasten, das nicht mit der Kontakthöhe korreliert
- Hohe Abweichungen zwischen den Abfüllanlagen trotz ähnlicher Werkzeugkonfigurationen
Verhältnis zu anderen Normen
- FEA 405 – Messung der Parallelität (Ausrichtung der Öffnung im Verhältnis zur Basis)
- EN 14850 – Messung der Kontakthöhe (funktionaler Parameter der Clinch-Schnittstelle)
- EN 15010 – Toleranzen im Zusammenhang mit dem Einpressen (wobei Akzeptanzgrenzen definiert sind)
Zusammengenommen trennen diese Normen drei verschiedene Fehlermodi:
- Parallelität: Die Öffnungsebene ist gegenüber der Basis geneigt.
- Ebenheit: Die Auflagefläche der Wulst ist stellenweise uneben (wellig).
- Kontakthöhe: Die effektive Position der Klemmfläche verschiebt sich nach oben/unten.
Laden Sie die Standard-PDF-Datei herunter
Dieses Dokument enthält FEA 406, Die Norm definiert die Planheit der Dichtungswulst und standardisierte Messmethoden für Aerosolbehälter mit 25,4 mm Öffnung. Sie legt ein Rotationsmessgerätverfahren fest, um die maximale Unebenheit zu ermitteln und eine zuverlässige Ventilsitz- und Dichtungsleistung zu gewährleisten.
Häufig gestellte Fragen – Entwicklung & Qualitätssicherung
Nein. FEA 406 standardisiert das Messverfahren und das Gerätekonzept, sodass die Ergebnisse standortübergreifend vergleichbar sind. Toleranzgrenzen werden üblicherweise aus den Anforderungen an die Clinch-Leistung oder entsprechenden Toleranznormen Ihres Spezifikationssystems abgeleitet.
Durch die Rotation wird sichergestellt, dass der ungünstigste Punkt entlang des gesamten Umfangs erfasst wird, nicht nur eine lokale Stelle. Einzelpunktmessungen können den dominanten Bereich mit Unebenheiten übersehen, der die Dichtungsunebenheit tatsächlich verursacht.
Nicht zuverlässig. Höhere Kräfte führen tendenziell zu einer Überkompression der höheren Bereiche, während die niedrigeren Bereiche unterbelastet bleiben, was die Dichtheit beeinträchtigen kann. Die Planheit muss beim Umformen des Behälters und der Wulstbildung kontrolliert werden.
Parallelität ist ein Orientierungsfehler (Neigung zwischen Ebenen), während Ebenheit ein Oberflächenqualitätsfehler ist (Welligkeit am Dichtring). Eine Dose kann parallel, aber nicht eben sein, und sie kann eben, aber nicht parallel sein – beides kann die Dichtwirkung auf unterschiedliche Weise beeinträchtigen.
Besonders wertvoll ist diese Methode, wenn Leckageschwankungen auftreten, die sich nicht durch Durchmesser oder Kontakthöhe erklären lassen. Sie ist auch hilfreich beim Lieferantenwechsel oder bei sich ändernden Raupenformungsbedingungen (Werkzeugverschleiß, Lackablagerungen, Formabweichungen).
