Doppelnahtinspektion bei der Getränkedosenherstellung
In Getränkedose Produktion, die Doppelnaht Die mechanische Verbindung zwischen Dosenkörper und Deckel entsteht durch zwei Walzvorgänge, bei denen Metallschichten zu einem dichten, hermetischen Verschluss gefaltet werden. Die fertige Naht besteht aus fünf Metallschichten – drei vom Deckel und zwei vom Dosenkörper.
Da die Naht die primäre Barriere zum Schutz des Getränks im Inneren des Behälters darstellt, kann selbst ein kleiner Defekt zu Auslaufen, Sauerstoffeintritt oder mikrobieller Verunreinigung führen. Aus diesem Grund setzen die Hersteller strenge Prüfverfahren ein, um die Unversehrtheit der Naht während der gesamten Produktion sicherzustellen.
Warum sollten Doppelnähte geprüft werden?
Eine fachgerechte Nahtbildung ist entscheidend für die Produktsicherheit und Haltbarkeit. Eine korrekt ausgebildete Doppelnaht verhindert das Auslaufen von Flüssigkeit und schützt die Dose vor dem Eindringen von Sauerstoff und Mikroorganismen.
Bei einer mangelhaften Naht können verschiedene Probleme auftreten:
- Produktverlust während der Lagerung oder des Transports
- Sauerstoffeintritt, der Geschmack und Kohlensäure beeinträchtigt
- Mikrobielle Kontamination
- Vorzeitiger Verderb und verkürzte Haltbarkeit
Aufgrund dieser Risiken überprüfen Getränkehersteller routinemäßig die Nähte während der gesamten Produktion, um sicherzustellen, dass jede Dose den Maßvorgaben entspricht.
Nahtinspektionsmethoden
Die Inspektion von Doppelnähten erfolgt typischerweise nach einem mehrstufigen Qualitätskontrollansatz, der äußere Inspektion, Dimensionsmessung und zerstörende Prüfung kombiniert.
Visuelle und äußere Prüfungen
Die Bediener überprüfen regelmäßig die Außenseite der Nähte auf sichtbare Mängel. Diese Prüfungen helfen dabei, häufig auftretende Probleme zu erkennen, wie zum Beispiel:
- Scharfe Nähte
- Hängen
- Vees
- Spurs
- Unvollständige Nahtrollen
Die visuelle Inspektion ist hochwirksam und kann bei der routinemäßigen Produktionsüberwachung etwa 80–90% Nahtprobleme aufdecken.
Die Produktionsteams überprüfen in der Regel etwa alle 30 Minuten eine Dose pro Verschließkopf.
Zerstörende Demontagetests
Äußere Prüfungen allein reichen nicht aus, um die innere Nahtstruktur zu bestätigen. Daher werden regelmäßig zerstörende Prüfungen durchgeführt, um die Bildung innerer Haken zu untersuchen.
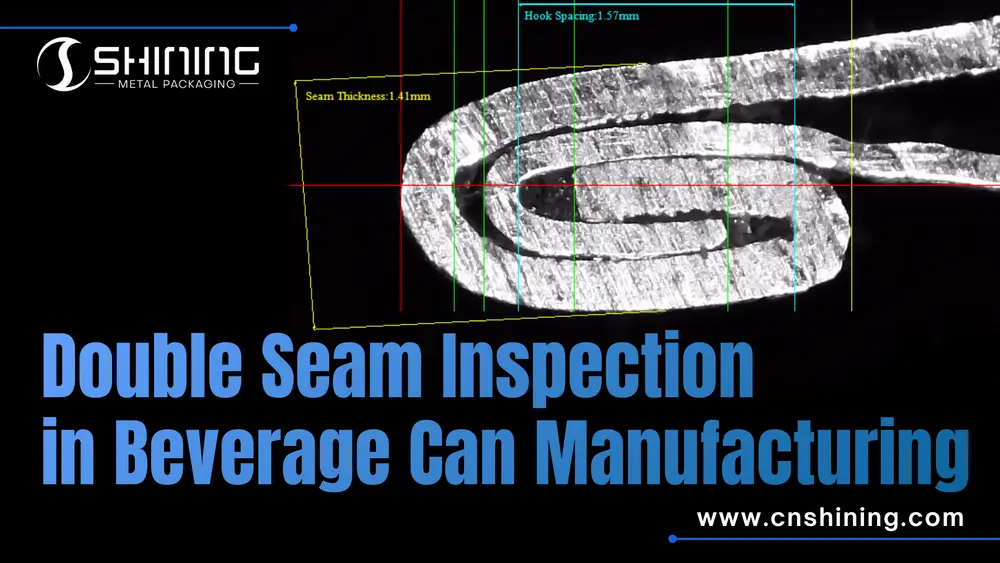
Bei der Demontageinspektion wird eine Musterdose aufgeschnitten, um den Nahtquerschnitt freizulegen. Anschließend messen die Techniker verschiedene interne Parameter, darunter Hakenlängen und Überlappungen.
Der Abdeckhaken wird ebenfalls auf Faltenbildung überprüft, da diese auf einen ungeeigneten Nahtdruck oder falsche Walzeneinstellungen hinweisen können.

Wichtige Nahtmaße
Um die Nahtqualität sicherzustellen, überwachen die Hersteller mehrere kritische Maße. Diese Messungen bestätigen, dass die Naht innerhalb der Toleranz liegt und eine zuverlässige Abdichtung gewährleistet ist.

| Parameter | Beschreibung | Bedeutung |
|---|---|---|
| Länge des Abdeckhakens | Der eingerollte Rand des Deckels nach dem Verschließen. | Gewährleistet den korrekten Eingriff mit dem Körperhaken. |
| Körperhakenlänge | Der umgebogene Flansch des Dosenkörpers. | Bestimmt die innere Verriegelungsstruktur. |
| Nahtdicke | Gesamtdicke der fertigen Naht. | Zeigt die korrekte Kompression der Metallschichten an. |
| Nahthöhe | Vertikale Abmessung der Naht. | Hilft dabei, den korrekten Rolldruck und die Ausrichtung zu überprüfen. |
| Überlappen | Länge der Stelle, an der die Haken von Korpus und Deckel ineinandergreifen. | Unzureichende Überlappung kann zu Leckagen führen. |
| Senktiefe | Tiefe des Deckelprofils im Verhältnis zur Naht. | Beeinflusst die Deckelfestigkeit und die Nahtgeometrie. |
Prüfgeräte
Zur Inspektion und Vermessung von Doppelnähten in der Getränkeproduktion werden verschiedene Spezialwerkzeuge eingesetzt.
Manuelles Nahtprüfset
Ein herkömmliches Nahtprüfset enthält üblicherweise:
- Scheibenförmiger Dosenöffner
- Seitenschneider
- Nahtmikrometer
Mithilfe dieser Werkzeuge können Techniker den Deckel abnehmen, den Nahtquerschnitt freilegen und die Nahtdicke sowie die Senktiefe mit hoher Präzision messen.
Nahtprojektor- und Videomesssysteme
Moderne Nahtprojektoren und Videoinspektionssysteme automatisieren die Nahtvermessung. Diese Systeme erfassen hochauflösende Bilder des Nahtquerschnitts und messen kritische Abmessungen innerhalb von Sekunden.
Die typische Auflösung kann bis zu 0,001 mm erreichen und liefert somit hochpräzise Messdaten für die statistische Prozesskontrolle (SPC).

Automatisierte Nahtanalysatoren
Computergestützte Nahtanker, die in den 1990er Jahren eingeführt wurden, verbesserten die Inspektionseffizienz weiter. Diese Systeme automatisieren sowohl die Nahtsegmentierung als auch die Dimensionsanalyse.
Moderne Analysegeräte können Messdaten aufzeichnen, SPC-Diagramme erstellen und Produktionstrends erkennen, bevor Fehler auftreten.
Zerstörungsfreie Nahtscanner
Einige moderne Inspektionssysteme nutzen optische oder Röntgen-Scantechnologie, um Nähte zu messen, ohne die Dose aufzuschneiden.
Diese Systeme ermöglichen die Nahtinspektion 100% direkt an den Produktionslinien und minimieren gleichzeitig den Produktabfall.
Bewährte Verfahren zur Nahtqualitätskontrolle
Die meisten Getränkehersteller befolgen strukturierte Verfahren zur Nahtinspektion, um eine gleichbleibende Versiegelungsqualität zu gewährleisten.
- Führen Sie alle 30 Minuten eine Sichtprüfung der Nähte durch.
- Messen Sie die Nahtdicke und die Senktiefe während der Produktion.
- Führen Sie in jeder Schicht zerstörende Nahtprüfungen durch.
- Nahtdaten erfassen und mit den Lieferantenspezifikationen vergleichen
- Nutzen Sie statistische Prozesskontrolle, um Nahttrends zu überwachen
- Die Produktion ist sofort einzustellen, wenn kritische Abmessungen die Grenzwerte überschreiten.

Häufig gestellte Fragen: Inspektion der Doppelnaht
A: Die minimale Überlappung sollte mindestens 1,0 mm betragen, um eine hermetische Abdichtung zu gewährleisten und Leckagen zu verhindern. Ingenieure müssen dies bei Demontagetests anhand der Lieferantenspezifikationen überprüfen, um Kompatibilitätsprobleme mit den Schweißgeräten zu vermeiden.
A: Führen Sie mindestens einmal pro Schicht, alle 3–4 Stunden, Demontageprüfungen durch, um interne Abmessungen wie Hakenlängen zu messen. Diese Häufigkeit hilft, frühzeitigen Verschleiß an den Nahtmaschinen zu erkennen und das Risiko von Chargenfehlern zu reduzieren.
A: Eine Nahtdichtigkeit unterhalb von 75% kann zu Faltenbildung und damit zu Mikroleckagen führen, die eine Kontamination begünstigen. Beschaffungsteams sollten daher Dosen mit nachgewiesener Dichtigkeit beschaffen, um Rückrufrisiken in der Produktion zu minimieren.
A: Die meisten Scanner wie Auto XTS unterstützen Standard-Getränkedosengrößen, prüfen aber die Kompatibilität mit Sonderabmessungen. Ingenieure müssen die Geräte für spezifische Nahthöhen kalibrieren, um genaue Messungen ohne Produktionsunterbrechungen zu gewährleisten.
A: Vergleichen Sie gemessene Parameter wie Senktiefe und Nahtdicke mithilfe von Mikrometern mit den Angaben des Lieferanten. Nehmen Sie bei der Beschaffung Akzeptanzkriterien in die Verträge auf, um nicht konforme Chargen frühzeitig auszusortieren.
A: Um Abweichungen zu erkennen, sollte mit Werkzeugen wie Nahtimbometern eine Genauigkeit von 0,01 mm angestrebt werden. Dies gewährleistet die Dichtheit der Dichtungen, und Ingenieure sollten die Daten für Trendanalysen protokollieren, um Geräteausfälle vorherzusagen.
A: Visuelle Prüfungen decken zwar 80-90%-Fehler auf, übersehen aber interne Probleme wie unzureichende Überlappung. Für vollständige Qualitätssicherung sollte die Prüfung mit einer Dimensionsmessung kombiniert werden, insbesondere in Hochgeschwindigkeitslinien, wo der Einkauf auf zuverlässige Lieferanten setzt.
A: Zu den Risiken gehören Softwarefehler, die die Datenprotokollierung beeinträchtigen und zu unentdeckten Trends führen können. Ingenieure müssen die SPC-Ergebnisse regelmäßig überprüfen, während die Einkaufsabteilung den Support des Anbieters hinsichtlich langfristiger Zuverlässigkeit bewertet.
