Dank seiner überlegenen Fälschungssicherheit und Luftdichtigkeit ist das ROPP (Roll-On Pilfer-Proof) Verschlusskappen haben sich als erste Wahl für kohlensäurehaltige Getränke, Funktionsgetränke und Alkoholverpackungen etabliert. Getränkeverpackungen aus Aluminium In der Branche sind ROPP-Verschlüsse die Kerntechnologie zur Gewährleistung von Produktintegrität und Verbrauchersicherheit. Dieser Leitfaden bietet eine detaillierte Analyse ihrer Funktionsprinzipien, Branchenstandards und professioneller Fehlerbehebung.

1. Was ist eine ROPP-Kappe und welche Vorteile bietet sie?
Ein ROPP-Kappe ist ein manipulationssicherer Aluminiumverschluss, der mittels eines mechanischen Walzverfahrens direkt auf die Flaschenmündung aufgebracht wird. Der Name RO steht für Roll-On (bildet die Fäden) und PP steht für Diebstahlsicher (die manipulationssichere Ringstruktur).
- Beweise für Manipulation: Das diebstahlsichere Siegel reißt beim Öffnen und bleibt am Flaschenhals haften, was einen eindeutigen Beweis für Manipulation darstellt.
- Dichtungszuverlässigkeit: Das Walzen vor Ort gewährleistet, dass die Gewinde perfekt mit der Flaschenöffnung übereinstimmen und bietet so eine hervorragende Dichtigkeit und Oxidationsbeständigkeit.
- Wiederverschließbarkeit: Der Deckel kann nach dem ersten Öffnen wieder aufgeschraubt werden, um die Frische zu erhalten.
- Nachhaltigkeit: Es besteht aus einer Aluminiumlegierung und ist nach 100% recycelbar, was den globalen Trends zu nachhaltigen Verpackungen entspricht.

Strukturelle Bauteile
- Obere Rändelung / Belüftungsschlitze: Erhöht die Reibung für leichteres Öffnen oder lässt Gas beim Öffnen von kohlensäurehaltigen Getränken entweichen und verhindert so, dass der Verschluss abspringt.
- Gewindebildungszone: Der Bereich, der für Roll-On-Walzen zum Pressen und Formen der Gewinde vorgesehen ist.
- Brückenbruchpunkte: Die Anzahl und Breite dieser Punkte kann je nach erforderlichem Öffnungsdrehmoment angepasst werden.
- Diebstahlsicheres Band: Der Ring, der unter die Sicherheitsperle (Übertragungsring) des Flaschenhalses eingehakt wird.
2. Technische Spezifikationen und Industriestandards
ROPP-Verschlüsse werden hauptsächlich aus Aluminiumlegierung 8011, mit einer typischen Dicke von etwa 0,23 mm.
Gängige Abmessungen und Standardvergleich
Die gebräuchlichsten Gewindegrößen für Aluminiumflaschen sind: 28 mm Und 38 mm:
- 28-mm-Gewinde: Entspricht dem europäischen MCA2 Standards und US GPI-1621, GPI-1650, GPI-1655 Standards. Wird für kohlensäurehaltige Getränke, funktionelle Getränke, Säfte und Spirituosen verwendet.
- 38-mm-Gewinde: Hauptsächlich verwendet für Weithals-Getränkeflaschen, Wasserflaschen und Pharmaflaschen.

| Spezifikation | Nenndurchmesser (mm) | Höhe (mm) | Gewinde-Außendurchmesser (mm) | PP-Banddurchmesser (mm) |
|---|---|---|---|---|
| 28×15 | 28 ±0,15 | 15 ±0,2 | 28.1 – 28.25 | 27,7 – 27,9 |
| 28×18 | 28 ±0,15 | 18 ±0,2 | 28.1 – 28.25 | 27,7 – 27,9 |
| 38×18 | 38 ±0,15 | 18 ±0,2 | 38,1 – 38,25 | 37,7 – 37,9 |
- PE-Auskleidung: Geeignet für Produkte, die keine Hitzesterilisation erfordern, wie z. B. Spirituosen.
- TPE-Auskleidung: Verfügt über ein gerilltes Design für eine stärkere Abdichtung; ideal für kohlensäurehaltige Getränke oder Produkte, die einer Hitzesterilisation bedürfen.
3. Ausrüstung und Investitionsreferenz zur Begrenzung der Kapazität
| Gerätetyp | Automatisierungsgrad | Geschwindigkeit (BPH) | Anwendung | Preisspanne (USD) |
|---|---|---|---|---|
| Halbautomatische ROPP-Maschine | Manuelles Be- und Entladen | 600 – 1.200 | Labor, Kleinserienfertigung | ~$1,000 |
| Vollautomatischer Einzelkopf | Automatische Kappenzuführung | 1.800 – 2.400 | Mittlere Produktionslinien | $15k – $20k |
| Vollautomatischer Mehrkopf | Hochgeschwindigkeits-Kontinuierlich | 6.000 – 24.000 | Große Getränke-/Weingüter | $30k – $100k |

4. Deckelungsprinzipien und vollständiger Prozess
Grundprinzip: “Rollformung vor Ort”
ROPP-Verschlüsse verlassen das Werk als glatte, ungewindete “einfache Hüllen”. Während des Abfüllvorgangs nutzt die Verschließmaschine Rotation und Druck, um die Aluminiumhülle sofort in das Gewinde der Flasche zu “rollen” und gleichzeitig den Sicherheitsring unter den Sicherheitsring der Flasche zu schieben.

Arbeitsablauf für die Deckelung:
- Platzierung: Die Verschlüsse werden über eine Vibrationsplatte zugeführt oder manuell auf die Flaschenöffnung aufgesetzt.
- Kopfabstieg: Der Verschließkopf senkt sich ab, um Druck von oben auf den Verschluss auszuüben.
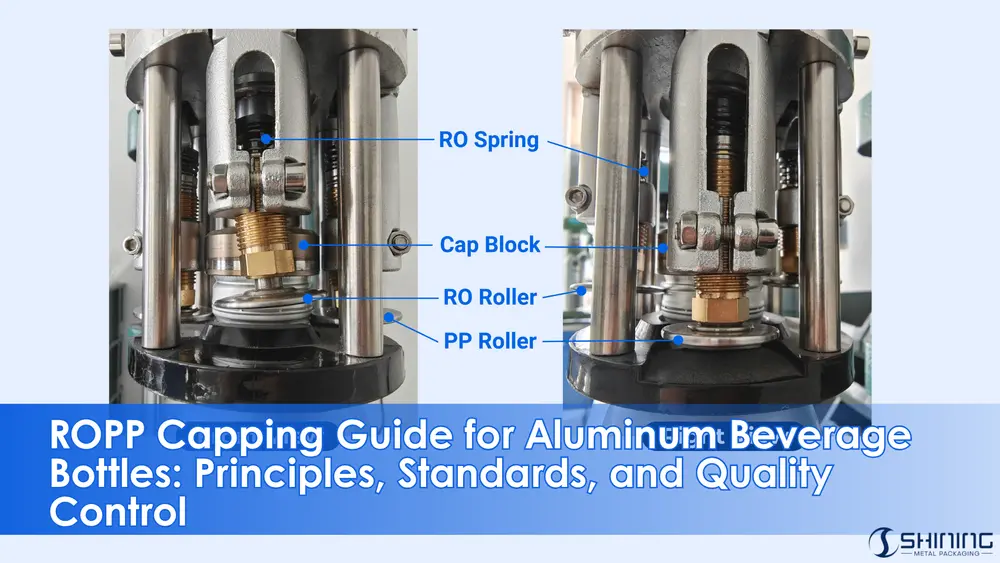
- Rotation & Rollen: Der Kopf dreht sich, während 4 Walzen (2 RO-Walzen + 2 PP-Walzen) gleichzeitig arbeiten.
- Gewindebildung (RO-Phase): Die RO-Walzen pressen das Gehäuse in die Halsnuten, um Gewinde zu bilden.
- PP Band Tucking (PP Stage): Die unteren Rollen schieben das Diebstahlsicherungsband unter die Sicherheitsperle.
- Fertigstellung: Es entsteht eine hermetische Abdichtung und ein manipulationssicherer Verschluss.
5. Verfahren zur Qualitätsprüfung

A. Drehmomentprüfung
Misst die zum Öffnen der Flasche benötigte Kraft. Ein niedriges Drehmoment deutet auf eine mangelhafte Abdichtung hin; ein hohes Drehmoment deutet auf Schwierigkeiten für den Verbraucher oder defekte Dichtungen hin.
- Schritt 1: Einrichtung – Platzieren Sie die Flasche senkrecht in der Mitte der Drehmomentprüfklemme. Fixieren Sie sie fest, ohne sie zu verformen.
- Schritt 2: Parameter – Stellen Sie den “Peak-Modus” ein, wählen Sie die Einheiten (N·m oder lbf·in) und setzen Sie die Skala auf Null.
- Schritt 3: Ausführung – Drehen Sie die Kappe mit gleichmäßiger Geschwindigkeit gegen den Uhrzeigersinn (dauert 2-3 Sekunden). Notieren Sie den Spitzenwert.
B. Sicherheitssiegeltest (SST)
- Füllen Sie die Flasche mit Wasser und ziehen Sie den Deckel mit dem vorgeschriebenen Drehmoment fest.
- An eine Druckluftquelle anschließen und Druckluft einleiten.
- Beobachtung: Tauchen Sie das Gerät bei einem festgelegten Druck in Wasser ein und prüfen Sie es auf Blasen (Lecks).
- Maximaler Druck: Erhöhen Sie den Druck, bis die Kappe den “Abblaspunkt” nicht mehr anzeigt.
6. Leitfaden zur Fehlerbehebung: 10 häufige ROPP-Defekte

| NEIN. | Defekt | Mögliche Ursachen | Zu prüfende Punkte / Maßnahmen |
|---|---|---|---|
| 1 |
|
|
|
| 2 |
|
|
|
| 3 |
|
|
|
| 4 |
|
|
|
| 5 |
|
|
|
| 6 |
|
|
|
| 7 |
|
|
|
| 8 |
|
|
|
| 9 |
|
|
|
| 10 |
|
|
|
Kontakt Kontaktieren Sie noch heute unser Vertriebsteam für detaillierte technische Zeichnungen von Aluminiumflaschen und ROPP-Verschlüssen sowie für kundenspezifische Einstellungen der Verschließparameter für Ihre Produktionslinie!