Inspection à double soudure dans la fabrication des canettes de boissons
Dans canette de boisson la production, la couture double Il s'agit de la jointure mécanique qui relie le corps de la boîte au couvercle. La soudure est réalisée par deux opérations de laminage qui replient des couches de métal l'une sur l'autre afin de créer un joint hermétique. La soudure finie comporte cinq couches de métal : trois provenant du couvercle et deux du corps de la boîte.
Comme la soudure constitue la principale barrière protégeant la boisson à l'intérieur du contenant, même un petit défaut peut entraîner des fuites, une infiltration d'oxygène ou une contamination microbienne. C'est pourquoi les fabricants mettent en œuvre des procédures d'inspection rigoureuses afin de vérifier l'intégrité de la soudure tout au long de la production.
Pourquoi inspecter les doubles coutures ?
Une soudure correcte est essentielle pour garantir la sécurité du produit et sa durée de conservation. Une double soudure correctement réalisée empêche les fuites de liquide et bloque l'entrée d'oxygène et de micro-organismes dans la boîte.
Si la couture est mal formée, plusieurs problèmes peuvent survenir :
- Fuite de produit pendant le stockage ou le transport
- L'entrée d'oxygène dégrade la saveur et la carbonatation.
- Contamination microbienne
- Détérioration prématurée et durée de conservation réduite
En raison de ces risques, les fabricants de boissons inspectent systématiquement les soudures tout au long de la production afin de s'assurer que chaque canette respecte les spécifications dimensionnelles.
Méthodes d'inspection des coutures
L'inspection des doubles coutures suit généralement une approche de contrôle qualité multicouche combinant inspection externe, mesure dimensionnelle et essais destructifs.
Contrôles visuels et externes
Les opérateurs inspectent régulièrement l'extérieur des coutures pour détecter défauts visibles. Ces contrôles permettent de détecter les problèmes courants tels que :
- Coutures nettes
- Affaiblissement
- Vees
- Éperons
- Rouleaux de couture incomplets
L'inspection visuelle est très efficace et peut détecter environ 80 à 90% de problèmes de couture lors du contrôle de production de routine.
Les équipes de production inspectent généralement une boîte de chaque machine à sertir environ toutes les 30 minutes.
Tests de démontage destructifs
Les contrôles externes ne permettent pas à eux seuls de confirmer la structure interne de la couture. C'est pourquoi des essais destructifs périodiques sont réalisés afin d'examiner la formation des crochets internes.
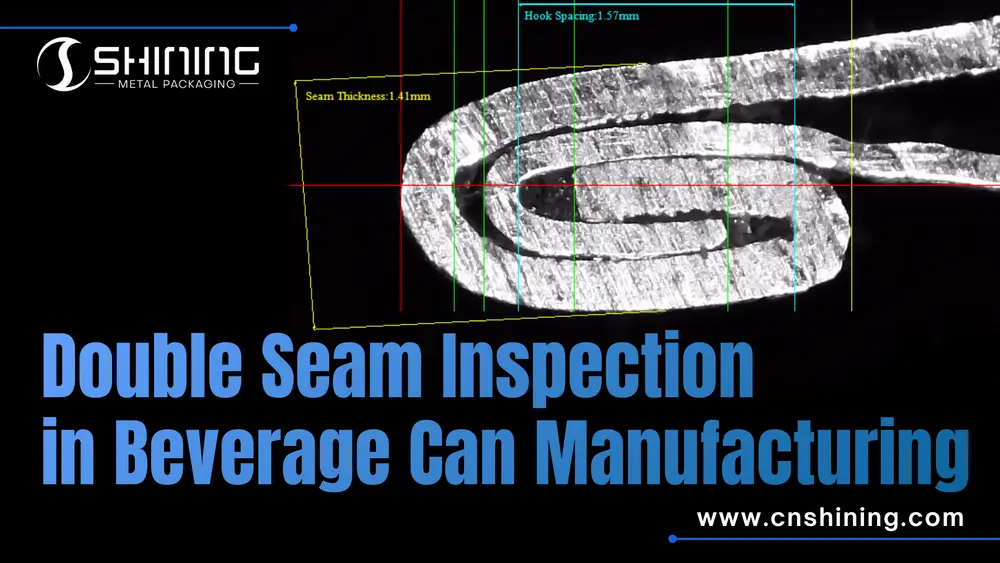
Lors du contrôle par démontage, un échantillon de boîte est ouvert afin d'exposer la section transversale de la soudure. Les techniciens mesurent ensuite plusieurs paramètres internes, notamment la longueur des crochets et leur chevauchement.
Le crochet de la couverture est également inspecté afin de détecter d'éventuels plis, qui peuvent indiquer une pression de couture ou des réglages de rouleau incorrects.

Mesures clés des coutures
Pour garantir la qualité des coutures, les fabricants contrôlent plusieurs dimensions critiques. Ces mesures confirment que la couture reste dans les limites de tolérance et assure une étanchéité fiable.

| Paramètre | Description | Importance |
|---|---|---|
| Longueur du crochet de recouvrement | Le bord recourbé du couvercle après l'opération de soudure. | Assure un bon engagement avec le crochet du corps. |
| Longueur de l'hameçon du corps | Le rebord retourné du corps de la boîte. | Détermine la structure interne d'emboîtement. |
| Épaisseur de la couture | Épaisseur totale de la couture finie. | Indique une compression correcte des couches métalliques. |
| Hauteur de couture | Dimension verticale de la couture. | Permet de vérifier la pression et l'alignement corrects des rouleaux. |
| Chevaucher | Longueur à l'endroit où les crochets du corps et du couvercle s'emboîtent. | Un chevauchement insuffisant peut provoquer des fuites. |
| Profondeur du fraisage | Profondeur du profil du couvercle par rapport à la couture. | Affecte la résistance du couvercle et la géométrie de la couture. |
Équipement d'inspection
Plusieurs outils spécialisés sont utilisés pour inspecter et mesurer les doubles soudures dans les environnements de production de boissons.
Kit de test manuel des coutures
Un kit de test de couture traditionnel comprend généralement :
- ouvre-boîte à disque
- Pince coupante
- micromètre de couture
Ces outils permettent aux techniciens de retirer le couvercle, d'exposer la section transversale de la soudure et de mesurer avec une grande précision l'épaisseur de la soudure et la profondeur du fraisage.
Systèmes de projection de coutures et de mesure vidéo
Les projecteurs de couture et les systèmes d'inspection vidéo modernes automatisent la mesure des coutures. Ces systèmes capturent des images haute résolution de la section transversale de la couture et mesurent les dimensions critiques en quelques secondes.
La résolution typique peut atteindre 0,001 mm, fournissant des données de mesure très précises pour le contrôle statistique des processus (SPC).

Analyseurs de couture automatisés
Les analyseurs de joints informatisés, apparus dans les années 1990, ont permis d'améliorer encore l'efficacité des inspections. Ces systèmes automatisent à la fois le sectionnement des joints et l'analyse dimensionnelle.
Les analyseurs avancés peuvent enregistrer des données de mesure, générer des cartes SPC et détecter les tendances de production avant l'apparition de défauts.
Scanners de coutures non destructifs
Certains systèmes d'inspection modernes utilisent la technologie de balayage optique ou à rayons X pour mesurer les soudures sans découper la boîte.
Ces systèmes permettent l'inspection des coutures 100% directement sur les lignes de production tout en minimisant les déchets de produits.
Meilleures pratiques pour le contrôle de la qualité des coutures
La plupart des fabricants de boissons suivent des procédures structurées d'inspection des soudures afin de garantir une qualité d'étanchéité constante.
- Effectuer une inspection visuelle des coutures toutes les 30 minutes
- Mesurer l'épaisseur du joint et la profondeur du fraisage pendant la production
- Effectuer des tests destructifs de démontage des coutures à chaque quart de travail
- Enregistrez les données de couture et comparez-les aux spécifications du fournisseur.
- Utilisez le contrôle statistique des processus pour surveiller les tendances des coutures
- Arrêtez immédiatement la production si les dimensions critiques dépassent les limites.

FAQ : Inspection des doubles coutures
UN: Le chevauchement minimal doit être d'au moins 1,0 mm pour garantir une étanchéité parfaite et éviter les fuites. Les ingénieurs doivent vérifier cette valeur par rapport aux spécifications du fournisseur lors des tests de démontage afin d'éviter tout problème de compatibilité avec les équipements de sertissage.
UN: Effectuez des contrôles de démontage au moins une fois par poste, toutes les 3 à 4 heures, afin de mesurer les dimensions internes telles que la longueur des crochets. Cette fréquence permet de détecter l'usure précoce des sertisseuses et de réduire ainsi les risques de défaillance des lots.
UN: Un niveau d'étanchéité inférieur à 75% peut entraîner la formation de plis et de micro-fuites, favorisant ainsi la contamination. Les équipes d'approvisionnement doivent privilégier les boîtes dont l'étanchéité est garantie afin de minimiser les risques de rappel en production.
UN: La plupart des scanners, comme Auto XTS, prennent en charge les formats de canettes standard, mais il est nécessaire de vérifier leur compatibilité avec les dimensions personnalisées. Les ingénieurs doivent effectuer un étalonnage précis en fonction de la hauteur de la soudure afin de garantir des mesures exactes sans interruption de production.
UN: Comparez les paramètres mesurés, tels que la profondeur du fraisage et l'épaisseur du joint, aux données du fournisseur à l'aide de micromètres. Pour les achats, intégrez des critères d'acceptation dans les contrats afin de rejeter rapidement les lots non conformes.
UN: Visez une précision de 0,01 mm à l'aide d'outils tels que des micromètres de joint pour détecter les écarts. Ceci garantit l'intégrité du joint, et les ingénieurs doivent consigner les données pour l'analyse des tendances afin de prédire les défaillances des équipements.
UN: Les contrôles visuels permettent de détecter 80 à 901 défauts (norme TP5T), mais ne révèlent pas les problèmes internes tels qu'un mauvais recouvrement. Il est donc recommandé de les combiner avec des mesures dimensionnelles pour une assurance totale, notamment sur les lignes à grande vitesse où l'approvisionnement repose sur des fournisseurs fiables.
UN: Les risques incluent des dysfonctionnements logiciels affectant l'enregistrement des données, pouvant entraîner la non-détection de tendances. Les ingénieurs doivent valider régulièrement les résultats du contrôle statistique des processus (SPC), tandis que le service des achats évalue le support des fournisseurs pour une fiabilité à long terme.
