Grâce à ses performances supérieures en matière de lutte contre la contrefaçon et à son étanchéité, ROPP (Roll-On Pilfer-Proof) Le bouchon est devenu le premier choix pour l'emballage des boissons gazeuses, des boissons fonctionnelles et des boissons alcoolisées. emballages de boissons en aluminium Dans l'industrie, les bouchons ROPP constituent la technologie essentielle pour garantir l'intégrité des produits et la sécurité des consommateurs. Ce guide propose une analyse approfondie de leurs principes, des normes industrielles et des solutions de dépannage professionnelles.

1. Qu'est-ce qu'un bouchon ROPP et quels sont ses principaux avantages ?
Un Casquette ROPP Il s'agit d'un bouchon en aluminium inviolable formé directement sur le goulot de la bouteille par un procédé de laminage mécanique. Son nom RO signifie Roll-On (formant les filets), et PP signifie antivol (structure annulaire inviolable).
- Preuves de falsification : La bague antivol se brise à l'ouverture et reste sur le goulot, constituant une preuve manifeste de toute tentative de falsification.
- Fiabilité de l'étanchéité : Le laminage sur site garantit que le filetage s'adapte parfaitement au goulot de la bouteille, offrant ainsi une étanchéité et une protection contre l'oxydation supérieures.
- Refermable : Le bouchon peut être revissé après la première ouverture afin de préserver la fraîcheur.
- Durabilité: Fabriqué en alliage d'aluminium, il est recyclable 100%, conformément aux tendances mondiales en matière d'emballage durable.

Composants structuraux
- Moletage supérieur / Fentes d'aération : Augmente la friction pour faciliter l'ouverture ou permet au gaz de s'échapper lors de l'ouverture de boissons gazeuses, empêchant ainsi le bouchon de sauter.
- Zone de formation du fil : Zone conçue pour que les rouleaux Roll-On pressent et forment les fils.
- Points de rupture du pont : Le nombre et la largeur de ces points peuvent être ajustés en fonction du couple d'ouverture requis.
- Bracelet antivol : L'anneau qui s'accroche sous la perle de sécurité (anneau de transfert) du goulot de la bouteille.
2. Spécifications techniques et normes industrielles
Les bouchons ROPP sont principalement fabriqués à partir de Alliage d'aluminium 8011, avec une épaisseur typique d'environ 0,23 mm.
Dimensions communes et comparaison avec les normes
Les tailles de filetage les plus courantes pour les bouteilles en aluminium sont 28 mm et 38 mm:
- Filetage de 28 mm : Correspond à l'européen MCA2 normes et normes américaines GPI-1621, GPI-1650, GPI-1655 normes. Utilisées pour les boissons gazeuses, les boissons fonctionnelles, les jus et les spiritueux.
- Filetage de 38 mm : Principalement utilisé pour les bouteilles de boissons à large ouverture, les bouteilles d'eau et les flacons pharmaceutiques.

| Spécification | Diamètre nominal (mm) | Hauteur (mm) | Diamètre extérieur du filetage (mm) | Diamètre du bracelet PP (mm) |
|---|---|---|---|---|
| 28×15 | 28 ±0,15 | 15 ±0,2 | 28.1 – 28.25 | 27,7 – 27,9 |
| 28×18 | 28 ±0,15 | 18 ±0,2 | 28.1 – 28.25 | 27,7 – 27,9 |
| 38×18 | 38 ±0,15 | 18 ±0,2 | 38,1 – 38,25 | 37,7 – 37,9 |
- Doublure en PE : Convient aux produits ne nécessitant pas de stérilisation à la chaleur, tels que les spiritueux.
- Doublure en TPE : Doté d'une conception rainurée pour une étanchéité renforcée ; idéal pour les boissons gazeuses ou les produits nécessitant une stérilisation à la chaleur.
3. Équipement de plaquage et référence d'investissement
| Type d'équipement | Niveau d'automatisation | Vitesse (BPH) | Application | Fourchette de prix (USD) |
|---|---|---|---|---|
| Machine ROPP semi-automatique | Chargement/déchargement manuel | 600 – 1 200 | Production en laboratoire, en petits lots | ~$1,000 |
| Tête unique entièrement automatique | Alimentation automatique des bouchons | 1 800 – 2 400 | Lignes de production moyennes | $15k – $20k |
| Multi-têtes entièrement automatique | Haute vitesse continue | 6 000 – 24 000 | Grandes exploitations de boissons/vins | $30k – $100k |

4. Principes et processus complet de capsulage
Principe fondamental : “ Formage par roulement sur site ”
Les capsules ROPP quittent l'usine sous forme de “ coquilles simples ” lisses et non filetées. Lors du processus d'embouteillage, la machine à capsuler utilise la rotation et la pression pour “ rouler ” instantanément la coque en aluminium dans le filetage de la bouteille tout en glissant la bague antivol sous le bourrelet de sécurité de la bouteille.

Flux de travail de limitation :
- Placement: Les bouchons sont introduits par une plaque vibrante ou placés manuellement sur le goulot de la bouteille.
- Descente de la tête : La tête de capsulage descend pour appliquer une pression supérieure sur le bouchon.
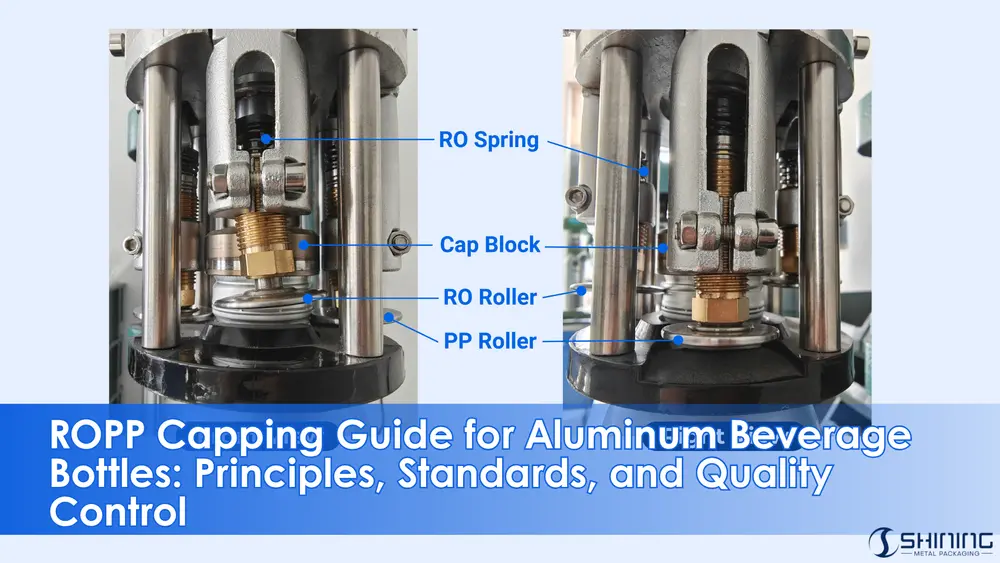
- Rotation et roulement : La tête tourne tandis que 4 rouleaux (2 rouleaux RO + 2 rouleaux PP) fonctionnent simultanément.
- Formation du filetage (étape RO) : Les rouleaux RO pressent la coque dans les rainures du col pour former des filetages.
- PP Band Tucking (PP Stage) : Les rouleaux inférieurs glissent la bande antivol sous la perle de sécurité.
- Achèvement: Un sceau hermétique et un dispositif de fermeture inviolable sont formés.
5. Procédures de contrôle qualité

A. Essai de couple
Mesure la force nécessaire pour ouvrir la bouteille. Un couple faible indique une mauvaise étanchéité ; un couple élevé indique une difficulté d’ouverture pour le consommateur ou des ponts défectueux.
- Étape 1 : Configuration – Placez la bouteille verticalement au centre de la pince du testeur de couple. Serrez fermement sans déformer la bouteille.
- Étape 2 : Paramètres – Réglez-vous sur “ Mode crête ”, choisissez les unités (N·m ou lbf·in) et mettez l’échelle à zéro.
- Étape 3 : Exécution – Tournez le bouchon dans le sens inverse des aiguilles d'une montre à vitesse constante (opération terminée en 2 à 3 secondes). Notez la valeur maximale.
B. Test de scellage sécurisé (SST)
- Remplissez la bouteille d'eau et serrez le bouchon au couple de serrage standard.
- Raccordez-vous à une source d'air et injectez de l'air comprimé.
- Observation: Immerger dans l'eau à une pression définie et vérifier la présence de bulles (fuites).
- Pression maximale : Augmenter la pression jusqu'à ce que le bouchon ne détecte plus le point de “ rupture ”.
6. Guide de dépannage : 10 défauts courants des ROPP

| Non. | Défaut | Causes potentielles | Éléments à vérifier / Actions |
|---|---|---|---|
| 1 |
|
|
|
| 2 |
|
|
|
| 3 |
|
|
|
| 4 |
|
|
|
| 5 |
|
|
|
| 6 |
|
|
|
| 7 |
|
|
|
| 8 |
|
|
|
| 9 |
|
|
|
| 10 |
|
|
|
Contact Contactez notre équipe commerciale dès aujourd'hui pour obtenir des dessins techniques détaillés des bouteilles en aluminium et des bouchons ROPP, ainsi que des paramètres de bouchage personnalisés pour votre ligne de production !