Descripción general del estándar
FEA 222 es una guía industrial emitida por la Federación Europea de Aerosoles (FEA), describiendo cómo lograrlo condiciones óptimas de clinch para Envases metálicos de aerosol con una abertura de 25,4 mm.
A diferencia de los estándares dimensionales, FEA 222 se centra en optimización de procesos: cómo recipiente, válvula, Las herramientas y los ajustes de la máquina interactúan para producir un sello hermético y duradero.
1. Normas a las que hace referencia la FEA 222
La FEA 222 se basa directamente en las siguientes normas:
- EN 14847 – Dimensiones de la abertura del envase de hojalata
- EN 14848 – Dimensiones de la copa de la válvula
- EN 15006 – Dimensiones de la abertura del contenedor de aluminio
- EN 15010 – Tolerancias relacionadas con el clinchado del aluminio
- EN 14850 – Medición de la altura de contacto
- FEA 216 – Superficies de apoyo de las mordazas de clinchado
2. Factores clave que influyen en el rendimiento del clinch
2.1 Altura de contacto del contenedor (h)
La altura de contacto es la dimensión de referencia entre la parte superior de la abertura del contenedor y el punto de contacto duro de las mordazas de cierre.
| Tipo de contenedor | Rango típico de altura de contacto |
|---|---|
| Envases de hojalata | 3,85 – 4,15 milímetros |
| contenedores de aluminio | 4,05 – 4,45 milímetros |

2.2 Copa de válvula y compuesto sellador

| Parámetro | Rango típico | Impacto en el clinch |
|---|---|---|
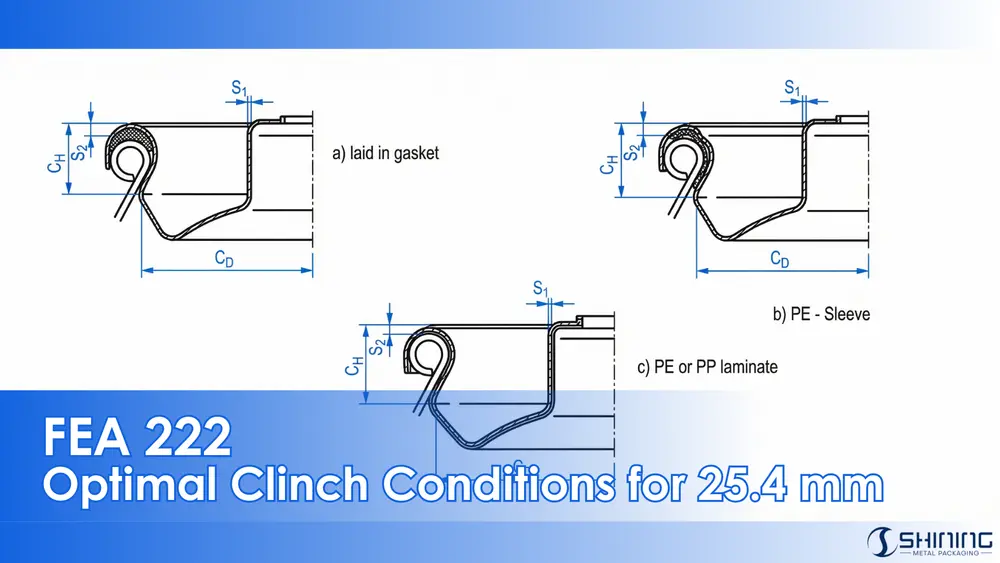
| Espesor de la pared de la copa (S1) | 0,24 – 0,44 mm | Define el diámetro y la rigidez del clinch. |
| Espesor del compuesto sellador (S2) | 0,2 – 1,3 mm | Controla la compresión de la junta |
| Factor de compresión (f1) | 0 – 0,5 | Define el espesor efectivo de la junta |
3. Altura de clinch (CH): lógica de cálculo
FEA 222 define un método de cálculo para establecer la altura de clinch objetivo:
CH = h + S1 + S2 × (1 − f1)
La tolerancia recomendada para la altura de clinch es de ± 0,1 mm.4. Diámetro de clinch (CD): Principio de ajuste
El diámetro del remache debe ajustarse según el espesor de la pared de la copa de la válvula:
CD = Di + 2 × (Ci − S1)
- Di = 25,4 mm (diámetro de apertura interna)
- Ci = 1,15 mm (constante del instrumento)
| S1 (mm) | CD recomendado (mm) |
|---|---|
| 0.24 | 27.22 |
| 0.30 | 27.10 |
| 0.34 | 27.02 |
| 0.40 | 26.90 |
| 0.44 | 26.82 |
5. Carga del cabezal y configuración de la máquina
FEA 222 recomienda una carga de cabeza de clinch típicamente entre 60 y 95 daN, dependiendo del tipo de junta y la presión interna.
6. Procedimientos de prueba para el rendimiento del sello
6.1 Configuración antes y durante el llenado
Diversas pruebas garantizan la integridad del sello de clinch:
- Corte transversal de copa incrustada: Esta prueba implica cortar una sección de la válvula remachada para observar la compresión de la junta exterior y la deformación del talón.
- Prueba de baño de agua: Se utiliza para comprobar la resistencia mecánica y el rendimiento de sellado del aerosol terminado durante la producción (ver FEA 606 (para métodos de prueba detallados).
6.2 Métodos de prueba rápidos

Estas pruebas rápidas comprueban si hay fugas:
- Prueba de inmersión en agua fría: Se aumenta la presión interna del recipiente lleno y se evalúa si la lata tiene fugas.
- Prueba de inmersión en agua tibia: Los contenedores se sumergen en agua tibia (~40 °C) durante 15 minutos y se revisan visualmente para detectar fugas.

6.3 Pruebas a largo plazo
Para garantizar la confiabilidad del sellado a largo plazo, se realizan las siguientes pruebas:
- Prueba del tubo del eudiómetro: Mide cuantitativamente la filtración de gas entre la copa de la válvula y el cordón del recipiente.
- Determinación de la pérdida de peso: Se utiliza para medir la conservación a largo plazo y la pérdida de gas.
- Prueba de ciclos de temperatura: Los contenedores se someten a cambios de temperatura entre 40 °C y 0 °C para probar la integridad del sello en diferentes condiciones ambientales.

Descargar el PDF estándar
Este documento proporciona FEA 222, Ofrece directrices prácticas para lograr condiciones óptimas de clinchado en envases metálicos de aerosol con una abertura de 25,4 mm. Aborda parámetros críticos, métodos de cálculo, consideraciones sobre herramientas y procedimientos de prueba para garantizar un sellado fiable.
Preguntas frecuentes: Ingeniería y control de calidad
La norma FEA 222 no es legalmente obligatoria, pero representa las mejores prácticas consolidadas del sector. En muchas plantas de llenado europeas, se considera una referencia de facto al configurar o auditar procesos de clinchado. Ignorarla suele provocar problemas recurrentes de fugas difíciles de rastrear.
No. La altura de clinch depende del grosor de la pared de la copa de la válvula, del tipo de junta y de su comportamiento de compresión. Usar una misma altura de clinch para diferentes válvulas puede parecer aceptable inicialmente, pero suele provocar la relajación del sello a largo plazo.
Esto suele ocurrir cuando la compresión de la junta es desigual o insuficiente al momento del clinchado. Con el tiempo, la recuperación elástica de la junta y los componentes metálicos reduce la presión de sellado, lo que provoca fugas retardadas.
No. La carga de la cabeza por sí sola no puede garantizar un sellado fiable si la geometría del clinch es incorrecta. El perfil del clinch determina cómo se distribuye la fuerza aplicada alrededor de la junta, lo que influye directamente en la uniformidad de la compresión, la integridad del sellado y el rendimiento a largo plazo.
No. La prueba de baño de agua detecta fugas inmediatas causadas por defectos graves. No predice el rendimiento del sellado a largo plazo en condiciones de almacenamiento, ciclos de temperatura o variaciones de presión.
Generalmente no. El aluminio y la hojalata se deforman de forma diferente bajo carga y requieren diferentes alturas de contacto y diámetros de clinchado. Aplicar los mismos ajustes suele provocar sobrecompresión o un sellado insuficiente en uno de los materiales.
Sí, especialmente para líneas de llenado de alta velocidad o con múltiples proveedores. Consultar la norma FEA 222 ayuda a armonizar las expectativas entre los proveedores de latas, los proveedores de válvulas y las empresas de llenado.
El error más común es confiar en las dimensiones nominales en lugar de los parámetros de clinch calculados y verificados. Este enfoque puede parecer aceptable durante la configuración, pero con frecuencia resulta en un rendimiento de sellado inestable en condiciones reales de producción.
