El arte de la botella de aluminio: un proceso de fabricación en 10 pasos.
Los envases de aluminio son más que un simple contenedor; son una combinación de ingeniería de alta tecnología y diseño estético. Desde un simple disco de metal hasta una sofisticada lata de aerosol o una botella de bebida premium, el proceso de producción Es una maravilla de la fabricación moderna.
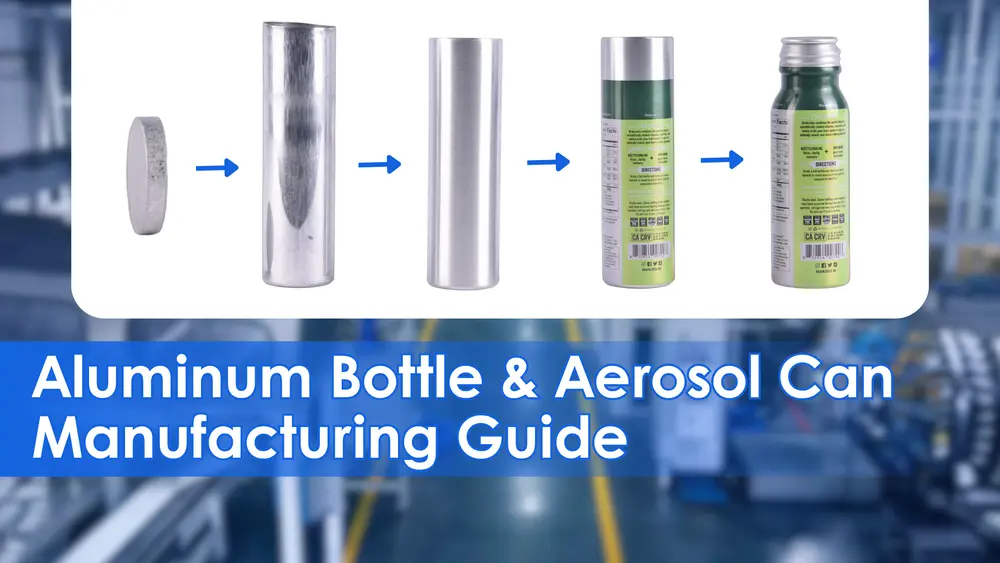
Aquí les mostramos paso a paso cómo transformamos el aluminio en bruto en el embalaje de alta calidad las que ves hoy en los estantes.
1. Extrusión por impacto: El nacimiento de un cilindro
El proceso comienza con un lingote circular de aluminio. Esta materia prima se introduce en una prensa de extrusión de impacto de alta velocidad, que constituye el corazón de la línea de producción. Durante el proceso de conformado, un punzón golpea el lingote con gran fuerza, provocando que el metal fluya en sentido inverso entre el punzón y la matriz. Esto crea un cilindro de aluminio de paredes delgadas y sin costuras que define la geometría inicial del producto.

2. Recorte y cepillado: Refinamiento de la superficie
Cuando los envases salen de la prensa de extrusión, aún no están listos para la decoración. Primero, un proceso de corte sin rebabas ajusta los cilindros a la longitud de pared exacta requerida. A continuación, la superficie de aluminio, que suele tener un aspecto rugoso o estriado, se somete a un proceso de cepillado adicional. Esto elimina las imperfecciones microscópicas para crear una superficie perfectamente lisa, que constituye la base esencial para el posterior lacado.

3. Lavado: Garantizar una adhesión perfecta
Para garantizar una correcta adherencia de los recubrimientos, las superficies deben estar químicamente limpias. Las botellas y latas pasan por lavadoras especializadas que utilizan una solución detergente para desengrasar y limpiar tanto el interior como el exterior. Este paso es fundamental para asegurar que el revestimiento interno y la impresión externa se adhieran firmemente al metal sin despegarse.

4. Acumulación: El colchón de producción
La fabricación implica el funcionamiento de diversas máquinas a diferentes velocidades. Para evitar cuellos de botella donde una máquina detiene toda la línea, un acumulador actúa como una unidad de almacenamiento intermedio controlado. Funciona como un búfer, almacenando las piezas y transfiriéndolas tan pronto como la siguiente etapa esté lista, lo que garantiza que el flujo de producción se mantenga sincronizado incluso durante breves paradas.

5. Recubrimiento interno: Protección del contenido
El aluminio es un metal químicamente activo; por lo tanto, si el recipiente se va a utilizar para contener productos químicos o alimenticios, es imprescindible un tratamiento químico interno. El recubrimiento interno se atomiza y se rocía en la cavidad para garantizar un aislamiento total entre el aluminio y el contenido. Además de la protección (como las capas aptas para uso alimentario o anticorrosivas), este recubrimiento actúa como lubricante durante la etapa final de formación del cuello del recipiente para evitar que los moldes dañen el metal.

6. Capa base: Preparando el terreno
Antes de aplicar el diseño de la marca, es necesario aplicar una capa base para compensar cualquier irregularidad restante en la superficie. Puede elegir entre:
- Capa base transparente: realza el carácter elegante y sofisticado del aluminio cepillado.
- Capa base blanca: Proporciona un fondo neutro que hace que los colores impresos parezcan más vibrantes y saturados.
- Tonos personalizados: Incluso se pueden utilizar capas base especializadas para eliminar las "líneas de unión" que suelen aparecer en la impresión offset.

7. Impresión offset: Dando vida a las marcas
Utilizamos impresión offset indirecta de pantalla plana para lograr imágenes nítidas. La tinta se transfiere primero de una plancha de impresión a una mantilla de caucho antes de aplicarse a la botella giratoria. Este sistema admite hasta 9 colores. Para el mejores resultados, Se utilizan colores directos Pantone para garantizar la coherencia de la marca en todas las unidades.

8. Barniz: Protección y acabado
Incluso la impresión más bella se deteriorará si se raya con facilidad. Tras la impresión, se aplica un barniz transparente (laca) para proteger el envase de daños mecánicos y abrasión. Este barniz también ofrece versatilidad estética, permitiendo acabados mate o brillantes, partículas iridiscentes o incluso sutiles matices de color.

9. Esculpir el cuello: dar forma a la figura
Esta etapa transforma un simple cilindro en un envase con una cintura estilizada o un hombro atractivo. Este es uno de los pasos más exigentes técnicamente, ya que la botella ya ha sido impresa y lacada.
- Integridad del material: La laca debe ser lo suficientemente elástica como para soportar la deformación sin agrietarse.
- Moldeado de precisión: Varias operaciones dan forma gradualmente al hombro, curvan los bordes o cortan las roscas para las tapas de rosca, asegurando así un cierre hermético.
- Mantenimiento de herramientas: Las herramientas de modelado deben mantenerse impecables para evitar rayar la obra de arte terminada.
- Resistencia a la presión: En el caso de los aerosoles, la máquina de curvado del cuello también realiza la tarea crucial de curvar la parte inferior hacia adentro para soportar la presión interna.

10. Después del lavado
Para clientes con exigencias de higiene rigurosas, como los del sector de las bebidas, realizamos un paso adicional de postlavado. Utilizamos agua desionizada caliente a alta presión para enjuagar a fondo tanto el interior como el exterior del producto. Esto elimina cualquier resto de virutas de aluminio o residuos de aceite. El proceso finaliza con un secado para garantizar que los envases queden impecables.

Su socio en embalaje de aluminio
El proceso desde un bloque de aluminio en bruto hasta una botella diseñada con precisión requiere un equilibrio perfecto entre tecnología y artesanía. Embalaje brillante, nos dedicamos a proporcionar productos duraderos, sostenible, y hermosas soluciones de aluminio que protegen su producto y realzan su marca. Ya sea que necesite latas de aerosol estándar o botellas de bebidas con formas personalizadas y un proceso de limpieza de alta pureza, nuestro proceso de 10 pasos garantiza la excelencia en cada unidad.
