Con su rendimiento superior contra la falsificación y su hermeticidad, el ROPP (Roll-On a prueba de robos) La tapa se ha convertido en la primera opción para bebidas carbonatadas, bebidas funcionales y envases de alcohol. envases de aluminio para bebidas En la industria, los cierres ROPP son la tecnología clave para garantizar la integridad del producto y la seguridad del consumidor. Esta guía ofrece un análisis exhaustivo de sus principios, estándares industriales y solución de problemas para profesionales.

1. ¿Qué es una tapa ROPP y cuáles son sus principales ventajas?
Un tapa ROPP es un cierre de aluminio a prueba de manipulaciones que se forma directamente sobre la boca de la botella mediante un proceso de laminado mecánico. El nombre RO significa Roll-On (formando las roscas), y PÁGINAS significa a prueba de manipulación (la estructura del anillo a prueba de manipulaciones).
- Pruebas de manipulación: La banda de seguridad se rompe al abrir la botella y permanece adherida al cuello, lo que proporciona una clara evidencia de manipulación.
- Fiabilidad del sellado: El proceso de laminado in situ garantiza que las roscas se ajusten perfectamente a la boca de la botella, ofreciendo un rendimiento superior a prueba de fugas y antioxidante.
- Capacidad de volver a sellar: Tras abrir el producto por primera vez, se puede volver a enroscar la tapa para mantener su frescura.
- Sostenibilidad: Fabricado en aleación de aluminio, es reciclable según la norma 100%, en consonancia con las tendencias mundiales de embalaje sostenible.

Componentes estructurales
- Moleteado superior / Ranuras de ventilación: Aumenta la fricción para facilitar la apertura o permite que escape el gas al abrir bebidas carbonatadas, evitando que la tapa salte.
- Zona de formación de rosca: La zona destinada a que los rodillos Roll-On presionen y den forma a las roscas.
- Puntos de ruptura del puente: El número y la anchura de estos puntos se pueden ajustar en función del par de apertura requerido.
- Banda antirrobo: El anillo que se engancha debajo del borde de seguridad (anillo de transferencia) del cuello de la botella.
2. Especificaciones técnicas y estándares de la industria
Las tapas ROPP se fabrican principalmente a partir de Aleación de aluminio 8011, con un espesor típico de aproximadamente 0,23 mm.
Dimensiones comunes y comparación estándar
Los tamaños de rosca más comunes para botellas de aluminio son: 28 mm y 38 mm:
- Rosca de 28 mm: Corresponde a la norma europea MCA2 estándares y EE. UU. GPI-1621, GPI-1650, GPI-1655 Estándares. Se utilizan para bebidas carbonatadas, bebidas funcionales, zumos y licores.
- Rosca de 38 mm: Se utiliza principalmente para botellas de bebidas de boca ancha, botellas de agua y botellas farmacéuticas.

| Especificación | Diámetro nominal (mm) | Altura (mm) | Diámetro exterior de la rosca (mm) | Diámetro de la banda de PP (mm) |
|---|---|---|---|---|
| 28×15 | 28 ±0,15 | 15 ±0,2 | 28.1 – 28.25 | 27,7 – 27,9 |
| 28×18 | 28 ±0,15 | 18 ±0,2 | 28.1 – 28.25 | 27,7 – 27,9 |
| 38×18 | 38 ±0,15 | 18 ±0,2 | 38,1 – 38,25 | 37,7 – 37,9 |
- Revestimiento de PE: Adecuado para productos que no requieren esterilización por calor, como las bebidas alcohólicas.
- Revestimiento de TPE: Presenta un diseño ranurado para un sellado más resistente; ideal para bebidas carbonatadas o productos que requieren esterilización por calor.
3. Referencia de equipos e inversiones para el sellado
| Tipo de equipo | Nivel de automatización | Velocidad (BPH) | Solicitud | Rango de precios (USD) |
|---|---|---|---|---|
| Máquina ROPP semiautomática | Carga/descarga manual | 600 – 1200 | Laboratorio, producción en lotes pequeños | ~$1,000 |
| Cabezal único totalmente automático | Alimentación automática de tapas | 1.800 – 2.400 | Líneas de producción medianas | $15k – $20k |
| Cabezal múltiple totalmente automático | Continuo de alta velocidad | 6.000 – 24.000 | Grandes bodegas/plantas de bebidas | $30k – $100k |

4. Principios de sellado y proceso completo
Principio fundamental: “Conformado por rodillos in situ”
Las tapas ROPP salen de fábrica como "carcasas lisas" sin rosca. Durante el proceso de embotellado, la máquina taponadora utiliza rotación y presión para "enrollar" instantáneamente la carcasa de aluminio en la rosca de la botella, al tiempo que coloca la banda a prueba de manipulaciones debajo del borde de seguridad de la botella.

Flujo de trabajo de limitación:
- Colocación: Las tapas se introducen mediante una placa vibratoria o se colocan manualmente en la boca de la botella.
- Descenso de la cabeza: El cabezal de taponado desciende para aplicar presión superior sobre la tapa.
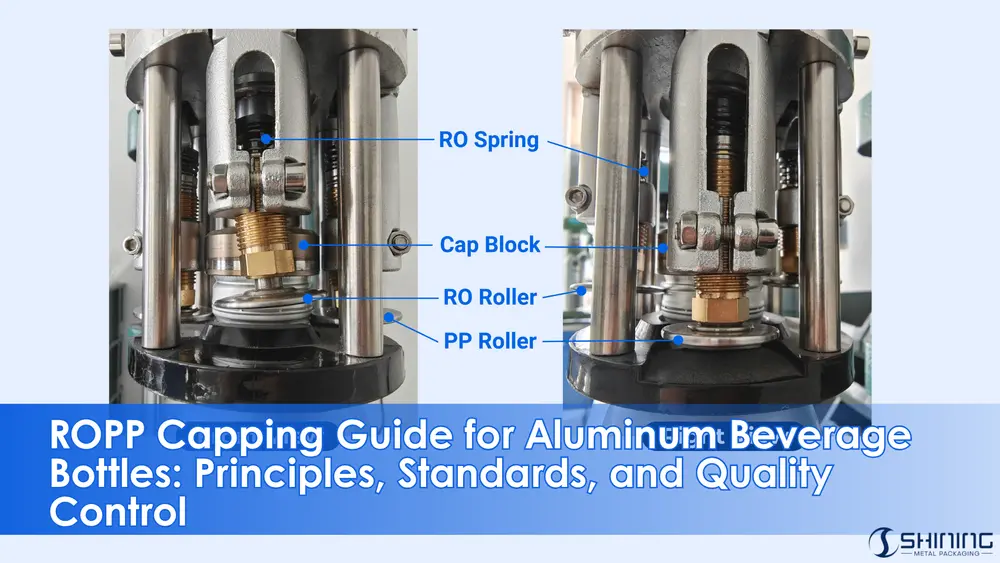
- Rotación y rodadura: El cabezal gira mientras 4 rodillos (2 rodillos RO + 2 rodillos PP) trabajan simultáneamente.
- Formación de roscas (etapa RO): Los rodillos de ósmosis inversa presionan la carcasa contra las ranuras del cuello para formar las roscas.
- Ajuste de la banda PP (etapa PP): Los rodillos inferiores introducen la banda antirrobo debajo del reborde de seguridad.
- Terminación: Se forma un sello hermético y un cierre a prueba de manipulaciones.
5. Procedimientos de control de calidad

A. Prueba de torsión
Mide la fuerza necesaria para abrir la botella. Un par de apriete bajo sugiere un sellado deficiente; un par de apriete alto indica dificultades para el consumidor o puentes rotos.
- Paso 1: Configuración – Coloque la botella verticalmente en el centro de la abrazadera del probador de torsión. Sujétela firmemente sin deformar la botella.
- Paso 2: Parámetros – Seleccione el “Modo Pico”, elija las unidades (N·m o lbf·in) y ponga la escala a cero.
- Paso 3: Ejecución – Gire la tapa en sentido contrario a las agujas del reloj a velocidad constante (en 2-3 segundos). Registre el valor máximo.
B. Prueba de sellado seguro (SST)
- Llene la botella con agua y apriete el tapón según los estándares de torque de fabricación.
- Conéctalo a una fuente de aire e inyecta aire comprimido.
- Observación: Sumergir en agua a una presión determinada y comprobar si hay burbujas (fugas).
- Presión máxima: Aumente la presión hasta que la tapa deje de registrar el punto de "desprendimiento".
6. Guía de solución de problemas: 10 defectos comunes en ROPP

| No. | Defecto | Causas potenciales | Elementos a revisar / Acciones |
|---|---|---|---|
| 1 |
|
|
|
| 2 |
|
|
|
| 3 |
|
|
|
| 4 |
|
|
|
| 5 |
|
|
|
| 6 |
|
|
|
| 7 |
|
|
|
| 8 |
|
|
|
| 9 |
|
|
|
| 10 |
|
|
|
Contacto ¡Póngase en contacto hoy mismo con nuestro equipo de ventas para obtener planos técnicos detallados de botellas de aluminio y tapones ROPP, así como la configuración personalizada de los parámetros de taponado para su línea de producción!
