Un lata de pintura en aerosol Es un sistema combinado de concentrado de pintura, propelente, piezas de dosificación de válvulas, actuador y un recipiente a presión sellado. Al presionar el actuador, el vástago se abre, el líquido se impulsa a través del tubo de inmersión y la válvula, y la boquilla lo fragmenta en gotas que forman una película de recubrimiento sobre el sustrato.
El valor comercial no reside en la lata vacía, sino en la capacidad de envasarla. Pintura en aerosol portátil, dosificación repetible, bajo costo de equipo, acabado visual y estabilidad de almacenamiento. en un sistema presurizado desechable. Para los ingenieros, las preguntas difíciles son directas: ¿Se pulverizará de manera uniforme? ¿Se obstruirá? ¿Habrá fugas en la válvula? ¿El recubrimiento cumplirá con las normas de COV o reactividad? ¿El envase resistirá el transporte y el almacenamiento?

1. Definición del producto y mecanismo de funcionamiento
En el marco de la UE para dispensadores de aerosoles, un dispensador de aerosol es un recipiente a presión no recargable equipado con un sistema de válvulas para liberar su contenido. CARB define los productos de recubrimiento en aerosol como productos de recubrimiento presurizados que contienen pigmentos o resinas y que se expulsan mediante un propelente desde un recipiente de aerosol desechable. Para un lata de pintura en aerosol, La atomización es solo una parte del proceso. El requisito principal es una liberación segura, transportable, almacenable y repetible.
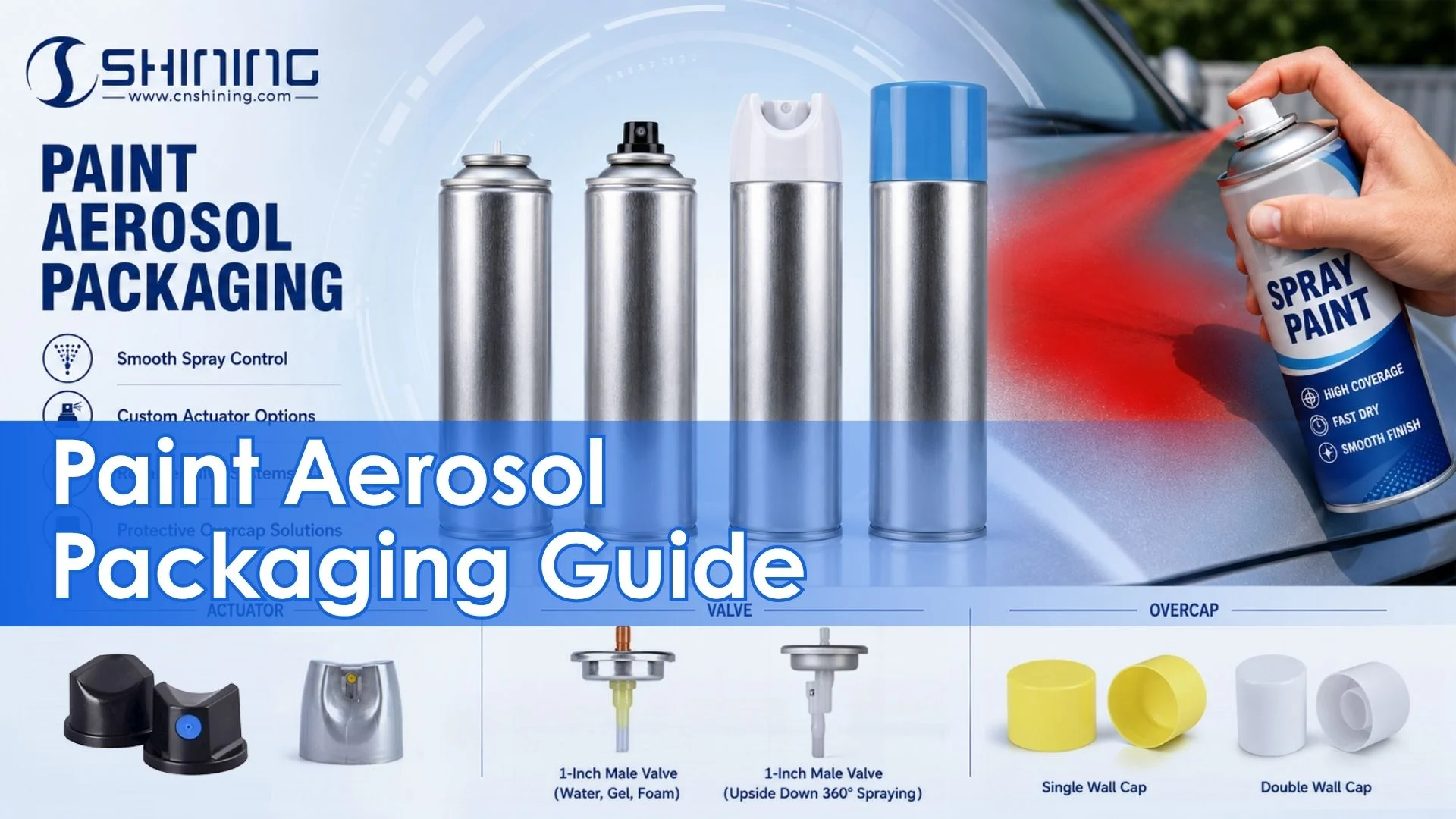
Un bote típico de pintura en aerosol tiene siete capas funcionales:
- Cuerpo de la lata: Recipiente a presión de acero o aluminio.
- Concentrado de pintura: resina, disolvente o fase acuosa, pigmento, carga y aditivos.
- Propulsor: Opciones de GLP, DME, aire comprimido, nitrógeno u otros gases inertes.
- Conjunto de válvulas: Soporte de montaje, carcasa, resorte, junta y vástago.
- Tubo de inmersión: Trayectoria de transferencia de líquido desde el fondo del envase hasta la válvula.
- Actuador y orificio: Interfaz de usuario y control del patrón de pulverización.
- Recubrimiento interno, impresión y componentes para la prevención del mal uso: Capa de compatibilidad y gestión de usuarios.
El diámetro del vástago, el material de la junta, la fuerza de retorno del resorte, la geometría de la cámara de la válvula, el orificio del actuador y la estructura del remolino afectan la tasa de salida, el tamaño de las gotas, las fugas y la sensación para el usuario.
Con propelentes líquidos como el GLP o el DME, coexisten fases líquida y gaseosa. A medida que el producto sale del envase, se vaporiza más propelente, lo que ayuda a mantener la presión. Con aire comprimido o nitrógeno, la presión disminuye al descargarse el contenido, por lo que la curva de pulverización al final de su vida útil puede debilitarse más rápidamente.
La presión no es la única variable. La temperatura, el diámetro del envase, la proporción de llenado, la viscosidad de la formulación, la dispersión del pigmento, la compatibilidad del propelente y la compatibilidad del revestimiento influyen en el comportamiento de la pulverización. Las bajas temperaturas reducen la presión de vapor. Los usuarios describen esto como una pulverización débil, irregular o con salpicaduras. Una viscosidad alta o una dispersión deficiente del pigmento aumentan la acumulación localizada cerca de la boquilla y pueden distorsionar el patrón de pulverización.
Desde el punto de vista de la aplicación, el actuador utiliza el orificio y la cámara de remolino para fragmentar el líquido en pequeñas gotas. Estas gotas caen sobre el sustrato, el disolvente o el agua se evaporan, la resina forma una película y los pigmentos o las partículas metálicas se orientan dentro de la capa de recubrimiento. Si el patrón es demasiado estrecho o las gotas demasiado grandes, aparecen defectos como manchas, goteos, bordes ásperos y exceso de pulverización. Si la liberación del disolvente es demasiado rápida, pueden aparecer pulverización seca, efecto piel de naranja o una adhesión deficiente.

2. Posición competitiva y productos sustitutivos
Las latas de pintura en aerosol no son el método de recubrimiento de mayor calidad en todos los casos. Son la mejor opción cuando el costo de preparación, la portabilidad, la velocidad y una calidad de acabado aceptable son más importantes que el control máximo de la película.
| Solución | Costo del equipo | Facilidad de uso | Velocidad | Control preciso | Gran área | Coherencia de la película | Limpieza | Mejor caso de uso | Amenaza para los aerosoles |
|---|---|---|---|---|---|---|---|---|---|
| Lata de pintura en aerosol | Bajo | Bajo | Alto | Medio | Medio | Medio-alto | Muy bajo | Reparaciones locales, bricolaje, arte, trabajos portátiles | Producto base |
| Brocha/rodillo | Muy bajo | Bajo | Medio | Bajo-medio | Alto | Altamente dependiente del operador | Bajo | Paredes, superficies planas grandes, renovación de bajo costo | Excelente alternativa para superficies grandes. |
| Pulverizador de bomba | Bajo-medio | Medio | Medio | Bajo-medio | Medio | Limitado por la viscosidad del líquido y la altura de la bomba. | Medio | Jardinería, limpieza, líquidos de baja viscosidad, algunas tareas que impliquen contacto con agua. | No apto para recubrimientos decorativos de alta viscosidad. |
| Aerógrafo | Medio-alto | Alto | Bajo-medio | Muy alto | Bajo | Alto | Alto | Modelos, degradados, texturas, arte detallado | Fuerte en trabajos de precisión en áreas pequeñas. |
| Sistema de pistola pulverizadora | Alto | Alto | Alto | Alto | Muy alto | Alto | Muy alto | Recubrimiento profesional, paneles automotrices completos, producción industrial. | Sólida experiencia en trabajos de recubrimiento profesional. |
Si solo consideramos su manejo, los botes de pintura en aerosol son robustos: no requieren compresor, ni mezcla, ni ajuste de presión, ni limpieza de mangueras. Los productos modernos utilizan boquillas de abanico, pulverización en cualquier ángulo y almohadillas para los dedos más anchas para reducir los fallos de manejo.
Para lograr una calidad de recubrimiento final óptima, existen limitaciones inherentes: curva de presión del envase, diámetro de la boquilla, rango de formulación y volumen del envase. Los aerosoles siguen siendo menos potentes que los sistemas de pistola pulverizadora para grandes superficies, control preciso del espesor de la película, pulverización continua prolongada o sistemas multicapa complejos. Generalmente, son menos potentes que los aerógrafos para detalles microscópicos y una pulverización excesiva mínima. El punto intermedio ideal es evidente: Acabado suficientemente bueno, configuración más rápida.

3. Sistemas de fórmulas, términos y límites de seguridad
3.1 Categorías principales de fórmulas
| Categoría | Resina/sistema típico | Función típica | Posición comercial | Punto de riesgo |
|---|---|---|---|---|
| A base de disolventes | Sistemas modificados con alquídico/acrílico, alquídico, NC y PU. | Secado rápido, fuerte adhesión, formación de película a baja temperatura, amplia tolerancia de aplicación. | Sigue siendo una categoría de ingresos principal | COV, inflamabilidad, exposición a disolventes aromáticos y ésteres/cetonas |
| A base de agua | Sistemas acrílicos de base acuosa, alquídicos de base acuosa, sistemas de base acuosa modificados con poliuretano | Menor contenido de COV, menor olor, ajuste normativo más sencillo | Dirección de crecimiento | Estabilidad de almacenamiento, nivelación, resistencia a la intemperie, resistencia a la gasolina |
| Laca | Pintura de alto contenido en sólidos de secado rápido, común en el detallado de automóviles y en reparaciones rápidas. | Brillo, reparación rápida, ventana de repintado amigable | Reparación rápida de automóviles y bricolaje | Irritación por solventes y pulverización seca debido a la rápida evaporación. |
| Esmalte | Sistemas generales de reparación decorativa e industrial | Tolerancia a la aplicación, durabilidad, apariencia exterior | Categoría de venta minorista general | Secado más lento que los sistemas ultrarrápidos; ventana sensible al entorno. |
| Acrílico | Arte, decoración general, rutas híbridas de acrílico o base acuosa | Expresión de color, cobertura, diseño de pulverización de baja presión | Fuerte en arte y bricolaje. | Estabilidad en presencia de agua; presión de COV en versiones NC |
| Metálico | Sistemas de pigmentos nacarados o con escamas de aluminio | Aspecto metálico para aplicaciones automotrices y decorativas. | Grupo de SKU de mayor valor visual | Orientación de las escamas, obstrucción, consistencia del patrón de pulverización |
| Capa transparente | Sistemas transparentes de alquídico modificado, modificado con poliuretano o acrílico. | Protección, brillo, resistencia a los rayos UV, a los arañazos y a los combustibles. | Fuerte demanda en el sector automotriz y de bricolaje de alta gama. | Amarillamiento, deterioro por la intemperie, adherencia entre capas |
3.2 Ingredientes funcionales y rangos de peso típicos
La tabla que aparece a continuación no contiene una fórmula única. Se trata de una gama comercial práctica elaborada a partir de patentes y datos de seguridad (SDS). Las fórmulas reales dependen del tipo de resina, el espesor de película deseado, el volumen de pigmento, la compatibilidad con el propelente, la compatibilidad con la junta de la válvula y el recubrimiento interno.
| Grupo de ingredientes | Función principal | Rango común por peso | Evidencia representativa |
|---|---|---|---|
| Propelente: propano, n-butano, GLP, DME, aire comprimido, gas inerte | Proporciona presión de descarga; cambia la atomización y la curva de pulverización. | 10%-35% para sistemas convencionales basados en disolventes; 10%-50% en algunas rutas de DME acuosas. | La ficha de datos de seguridad (SDS) de Rust-Oleum incluye propano 10%-25% y n-butano 2.5%-10%; las patentes para productos a base de agua ofrecen rangos más amplios de DME. |
| Disolvente principal/codisolvente: acetona, acetato de n-butilo, PMA, aromáticos ligeros, DMC | Disuelve la resina, ajusta la viscosidad, el punto de ebullición y la nivelación. | 20%-45% | Las hojas de datos de seguridad (SDS) comerciales incluyen acetona, acetato de n-butilo, PMA y nafta aromática ligera. |
| Agua / fase continua transportada por agua | Fase base para sistemas de transporte de agua; reduce la carga de COV. | 4%-60% | Tanto las patentes antiguas como las recientes sobre aplicaciones en agua muestran amplios rangos de protección en este tipo de aplicaciones. |
| Resina/formador de película: acrílico, alquídico, modificado con poliuretano | Formación de película, adhesión, intemperie, dureza, flexibilidad | 10%-60% en rangos de patentes de base acuosa; los productos comerciales suelen estar alrededor de 10%-30%. | Patentes de base acuosa y ejemplos comerciales de barnices/lacas transparentes. |
| Pigmento/relleno: TiO2, negro de humo, pigmento de color, escamas de aluminio, perla | Ocultación, color, efecto metálico, soporte reológico | 5%-25%; el blanco de alta cobertura puede ser más alto; la capa transparente es casi cero | La ficha de datos de seguridad de la pintura en aerosol blanca puede indicar TiO2 en 10%-25%. |
| Aditivos: niveladores, dispersantes, antiespumantes, antiaglomerantes, conservantes, secantes | Estabilidad de almacenamiento, antiobstrucción, ventana de aplicación, calidad de la superficie | 0.1%-5% | Práctica comercial habitual; las patentes suelen enumerar diversos rangos de aditivos. |
| Factores de compatibilidad con la corrosión y el revestimiento | Previene el ataque de DME/agua sobre el metal y el revestimiento. | Rastrea hasta 1%+, pero depende principalmente del sistema de revestimiento. | Los sistemas DME a base de agua requieren comprobaciones de compatibilidad del revestimiento y las juntas. |
La variable importante es el DME en la pintura a base de agua. Una de las primeras patentes describe resina alquídica modificada soluble en agua, agua, disolvente orgánico soluble en agua y DME. Una patente posterior de pintura en aerosol a base de agua ofrece rangos amplios para el DME, la resina y el disolvente a base de agua. Véase Composiciones de recubrimiento en aerosol a base de agua US5196459A y Pintura en aerosol a base de agua EP3592813B1.
La dificultad no reside en “echar agua en la lata”. La dificultad radica en lograr que la resina, el propelente, el revestimiento de la lata, la junta, la válvula y la larga vida útil funcionen en conjunto.
3.3 Límite de seguridad
Los documentos SDS comerciales son directos. La pintura en aerosol típica a base de solventes a menudo se clasifica como un aerosol extremadamente inflamable y un recipiente a presión que puede reventar si se calienta. También puede contener advertencias de irritación ocular, efecto narcótico o exposición crónica. Ejemplo de SDS de Rust-Oleum muestra propano, butano, acetona, disolvente de hidrocarburos, disolvente aromático, trimetilbenceno, xileno, etilbenceno y TiO2 rangos.
Que sea a base de agua no significa que sea inocuo. Los sistemas a base de agua pueden reducir los COV y la presión de los olores, pero la exposición a la niebla de pulverización y a los vapores sigue requiriendo ventilación, protección respiratoria y gestión de mercancías peligrosas.
3.4 Términos técnicos útiles
| Término | Significado corto | Significado comercial |
|---|---|---|
| Solenoide | Cabezal pulverizador accionado por el usuario. | Afecta directamente a la sensación al tacto, al patrón de pulverización y a la identidad del producto. |
| Conjunto de válvula | Soporte de montaje, vástago, junta, resorte y carcasa. | Controla las fugas, las salpicaduras, la durabilidad y la compatibilidad. |
| Tubo de inmersión | Tubo que transporta el líquido desde el fondo del recipiente hasta la válvula. | Afecta al residuo utilizable y al diseño en cualquier ángulo. |
| DME | Éter dimetílico; comportamiento similar al de un propulsor y un disolvente. | Útil para rutas con presencia de agua o bajo contenido de COV, pero puede dificultar el revestimiento. |
| PWR | Reactividad ponderada por el producto. | Indicador clave de cumplimiento de las normas federales estadounidenses sobre recubrimientos en aerosol. |
| MIR / PWMIR | Reactividad incremental máxima / MIR ponderada por producto. | Métrica básica de cumplimiento de reactividad de CARB. |
| Patrón de abanico | Patrón de pulverización plano. | Afecta a la nivelación, la velocidad y el control de los bordes. |
| Escupir | Descarga de gotas irregular. | Una de las quejas más comunes de los usuarios. |
| Cáscara de naranja | Defecto de película texturizada. | Generalmente se debe a un desequilibrio en la atomización y la nivelación. |
| Tiempo de flashback | Tiempo necesario para que el disolvente/agua se evapore parcialmente. | Controla la eficiencia del recubrimiento y el riesgo de ejecución. |
| BOV | Bolsa sobre válvula. | Separa el producto del propulsor para una descarga más limpia en determinados sistemas. |
| Consejo de confort | Actuador de almohadilla de dedo ancha. | Reduce la fatiga de los dedos durante la pulverización continua. |

4. Normativa y marco de cumplimiento
4.1 Estados Unidos
A nivel federal de EE. UU., los recubrimientos en aerosol están cubiertos por 40 CFR Parte 59 Subparte E. La norma no se limita a un marco de referencia de COV basado en gramos por litro. Utiliza la reactividad ponderada por producto (PWR, por sus siglas en inglés), con límites de categoría, etiquetado, registros y obligaciones de presentación de informes.
California es más específica. Reglamento de productos de recubrimiento en aerosol de CARB Define los productos de recubrimiento en aerosol, utiliza la lógica MIR y PWMIR, separa los recubrimientos generales de los especiales y exige el etiquetado por categoría y límite de reactividad. Además, restringe sustancias como el cloruro de metileno, el percloroetileno, el tricloroetileno y los compuestos que agotan la capa de ozono.
El transporte es un tema aparte. Los aerosoles a menudo se relacionan con la normativa UN 1950 y la lógica de cantidades limitadas. En las normas estadounidenses sobre mercancías peligrosas, 49 CFR §173.306 Es relevante para cantidades limitadas de gases comprimidos. Esto afecta la planificación de rutas de almacenamiento, la aceptación en el comercio electrónico, el transporte aéreo y el diseño del embalaje.
4.2 Unión Europea
La estructura de cumplimiento de la UE tiene tres niveles. Primero, el Directiva 75/324/CEE sobre dispensadores de aerosoles Se ocupa de la seguridad de los productos a presión, la inflamabilidad, la resistencia estructural, el análisis de riesgos y las pruebas. En segundo lugar, REACH y CLP regulan el registro, la evaluación, la clasificación, el etiquetado y el envasado de productos químicos. En tercer lugar, la Directiva 2004/42/CE controla el contenido de COV en determinadas pinturas, barnices y productos para el repintado de vehículos.
En el caso de los aerosoles, la UE no es un mercado con una normativa única. Se trata de una zona de cumplimiento normativo compleja: la seguridad en materia de presión, las normas sobre productos químicos, las normas sobre compuestos orgánicos volátiles (COV), las normas de transporte y las normas sobre residuos de envases interactúan entre sí.
4.3 América Latina, Oriente Medio y África
Estos mercados no están ausentes. La dificultad radica en que la apertura y uniformidad regulatorias son menores que en Norteamérica y la UE. En la práctica, las marcas multinacionales suelen adaptarse país por país, utilizando la lógica de transporte de la ONU de 1950, el GHS/SDS, las normas locales sobre COV o sustancias químicas peligrosas y los requisitos de etiquetado de importación.

5. Tendencias tecnológicas, patentes y panorama de marcas
La tendencia útil no es la palabra genérica "verde". La dirección técnica es más específica.
- Bajo contenido de COV y baja reactividad: Las normativas federales de EE. UU. y de California utilizan marcos basados en la reactividad, mientras que China y la UE promueven el control en origen y el cumplimiento de la normativa química.
- Pintura en aerosol a base de agua como ingeniería de sistemas: Las patentes siguen centrándose en la compatibilidad de la resina, el comportamiento del DME, la estabilidad en almacenamiento y la protección del revestimiento.
- Desvío de la ruta del propulsor: El GLP y el DME siguen siendo relevantes, pero el aire comprimido, el gas inerte, las válvulas de descarga (BOV) y las opciones con bajo potencial de calentamiento global (GWP) están recibiendo cada vez más atención.
- Ergonomía del actuador: Las boquillas de confort, las boquillas de pulverización en abanico, las boquillas multiuso, las tapas de baja presión para artistas y las familias de tapas reemplazables ya no son accesorios menores. Controlan la tasa de fallos.
- Reciclabilidad y aligeramiento: Los actuadores PCR, la reducción de la masa plástica, la reciclabilidad de los metales y las opciones de diseño relacionadas con los PPWR se están convirtiendo en requisitos de ingeniería.
Patentes, normas, asociaciones y documentos representativos
| Tipo | Nombre | Por qué es importante |
|---|---|---|
| Patentar | Composiciones de recubrimiento en aerosol a base de agua US5196459A / EP0068771A3 | Ruta inicial para agua + resina soluble en agua / solvente + DME. |
| Patentar | Pintura en aerosol a base de agua WO2018162801A1 / EP3592813B1 | Se centra en resinas modificadas con poliuretano, mayor peso en seco, estabilidad en almacenamiento y bajo contenido de COV/no inflamabilidad. |
| Patentar | Composición de aerosol a base de agua US11390756B1 | Esto demuestra el continuo interés de las grandes marcas en la tecnología de aerosoles a base de agua. |
| Patentar | Pintura en aerosol DME a base de solvente US4923097A | Representa la función combinada del DME como propulsor y disolvente en sistemas basados en disolventes. |
| Estándar | EPA 40 CFR Parte 59 Subparte E | Principal estructura de cumplimiento normativo federal estadounidense para recubrimientos en aerosol. |
| Estándar | Artículo 3/17 de CARB CCR 94520-94524 | Uno de los sistemas de reactividad de recubrimientos en aerosol más estrictos. |
| Estándar | Directiva UE 75/324/CEE, REACH, CLP, 2004/42/CE | Estructura de cumplimiento de la UE en materia de seguridad de la presión, productos químicos y compuestos orgánicos volátiles (COV). |
| Transporte | ONU 1950, 49 CFR §173.306, IATA DGR | Afecta directamente a la viabilidad del almacenamiento, el comercio electrónico y el transporte aéreo de mercancías. |
| Asociaciones | FEA, HCPA, BAMA, AEROBAL, ACCPF | Fuentes útiles para obtener datos del sector, seguimiento de la normativa y directrices sobre embalaje. |
La lección práctica es sencilla: el trabajo prolongado con pintura en aerosol requiere la lectura conjunta de cuatro tipos de documentos: Patentes, reglamentos, fichas de datos de seguridad y quejas de los usuarios..
6. Las 10 mejores marcas de latas de pintura en aerosol

| Marca | País/Región | Empresa matriz | Capacidad típica | Precio de venta al público típico (USD) | Comentario técnico |
|---|---|---|---|---|---|
| Rust-Oleum | Estados Unidos | RPM Internacional | 12 onzas | 6-9 | Sólida posición en el mercado norteamericano de pinturas en aerosol de uso general; amplia cobertura de canales y referencias. |
| Krylon | Estados Unidos | Sherwin-Williams | 12 onzas | 4.5-8 | Precio de venta al público competitivo y gran reconocimiento de marca para principiantes; la experiencia con la boquilla puede generar opiniones encontradas entre los usuarios. |
| Dupli-Color | Estados Unidos | Sherwin-Williams | 8 oz / 12 oz / 16 oz | 8-16 | Fuerte posición en el mercado de repuestos automotrices; los productos de barnizado y reparación se comportan más como herramientas que como productos de pintura. |
| Latas de Montana | Alemania | Montana Cans GmbH | 400 ml | 8-12 | Excelente en pintura en aerosol para artistas; la sensación de baja presión y el sistema de color son avanzados. |
| Colores de Montana MTN | España | Colores de Montana | 400 ml | 6-10 | Fuerte influencia del color y la cultura urbana; amplia expansión de la línea de productos. |
| Seymour | Estados Unidos | Seymour de Sycamore, Inc. | 16 onzas | 10-18 | Características industriales de MRO; posicionamiento de lata única más robusto y profesional. |
| BOSNY | Tailandia | Bosny Paints Co., Ltd. | 400 cc / 600 cc | 3-7 | Su amplia cobertura en el sudeste asiático y los mercados emergentes, así como la flexibilidad en precios y canales de distribución, son sus puntos fuertes. |
| Tamiya | Japón | Tamiya, Inc. | 100 ml | 8-12 | Producto de referencia de pintura en aerosol para maquetas; caro por ml, pero aceptado por usuarios que se centran en los detalles. |
| Color Citadel | Reino Unido | Grupo Taller de Juegos | 400 ml | 20-25 | El precio premium se basa en la compatibilidad del sistema y la confianza de la comunidad de aficionados, no solo en la química. |
| Spray.Bicicleta | Reino Unido | Spray.Bike Ltd. | 400 ml | 11-18 | Posicionamiento especializado en cuadros de bicicleta; vende soluciones que reducen la preparación y permiten un flujo de trabajo de uso directo. |
7. Componentes Shining Packaging para proyectos con latas de pintura en aerosol
En el caso de los proyectos con latas de pintura en aerosol, el alcance del producto relevante de Shining Packaging se sitúa en la interfaz entre la formulación y la experiencia del usuario: actuadores, latas de aerosol, y válvulas. Es precisamente aquí donde se producen muchos fallos en el campo. Un buen sistema de resina puede considerarse deficiente si el actuador gotea, la válvula tiene fugas, el patrón de pulverización es inestable o el revestimiento del recipiente no es compatible con el sistema de propulsor.
Para los envases de pintura y recubrimiento, el actuador debe ser compatible con la tarea de pulverización prevista: pulverización estrecha para detalles, cono estándar para reparaciones generales, pulverización en abanico para una cobertura más rápida del panel o gatillos ergonómicos para un uso prolongado. La válvula y la junta deben comprobarse en función del disolvente, el DME, la fase acuosa, la carga de pigmento y la curva de presión. El cuerpo del envase y el recubrimiento interno deben cumplir con la vida útil, la resistencia a la corrosión, la seguridad durante el transporte y los requisitos de impresión.
No se trata de una decisión meramente decorativa. En la pintura en aerosol, el envase forma parte de la máquina dispensadora. Por lo tanto, la selección de componentes de Shining Packaging debe revisarse junto con la viscosidad, la proporción de propelente, el peso de llenado, el objetivo de velocidad de pulverización y las condiciones de almacenamiento previstas.

8. Problemas que enfrentan los usuarios e ideas para mejorar el empaque.
Las quejas de los usuarios sobre los botes de pintura en aerosol se centran en cuatro aspectos clave del diseño del envase: la válvula, el actuador, la comunicación del color y la compatibilidad del revestimiento. Si bien los usuarios pueden describir el problema como "mala pintura", la causa principal suele ser un fallo en la entrega.
8.1 Dónde se concentran las quejas
Las señales de uso comunes incluyen boquillas con fugas, goteo alrededor del actuador, botones difíciles de presionar, tapas obstruidas, salpicaduras, grumos, pulverización deficiente a bajas temperaturas y discrepancia de color. Existen tapas de repuesto, tapas delgadas, tapas gruesas, tapas de ajuste directo y manijas de gatillo porque el paquete original no siempre se ajusta a la tarea.
La comunicación del color también se subestima. El color de la tapa no siempre representa el color de la película sobre el sustrato real, especialmente en el caso de colores metálicos, nacarados, transparentes o de baja cobertura. Esta discrepancia provoca pruebas de pulverización en las tiendas, devoluciones y quejas por "color incorrecto".
8.2 Problema que se soluciona con el empaque
| Punto débil del usuario | Señal pública | Reparación de embalaje/componentes | Por qué funciona |
|---|---|---|---|
| Fuga de la boquilla, goteo, pintura en los dedos | Las reseñas suelen mencionar fugas y goteos en las boquillas. | Mejorar el ajuste de la junta del vástago, el control de tolerancias, el cierre frontal, el retroceso o la geometría del actuador. | El fallo suele producirse en la interfaz entre la válvula y el actuador, y no solo por un error del usuario. |
| Obstrucciones, puntos de pulverización, escupitajos | La demanda de búsquedas relacionadas con latas de pintura en aerosol obstruidas es alta. | Utilice materiales de actuador resistentes a los disolventes y de baja retención, tapas extraíbles, una tapa de repuesto en la tapa superior e instrucciones de limpieza más claras (invertidas). | Integrar el mantenimiento en el embalaje es más fiable que confiar en que los usuarios recuerden las instrucciones. |
| fatiga de los dedos y alta fuerza de presión | Los usuarios informan que el mecanismo de presión es duro; las empuñaduras de los gatillos se venden como accesorios. | Utilice un actuador de gatillo integrado, una almohadilla para el dedo más ancha, una fuerza de accionamiento menor o un accesorio de gatillo acoplable. | La fatiga reduce el tiempo de pulverización continua y altera la consistencia del chorro. |
| Patrón inestable, borde áspero, control de detalles deficiente | Los mercados de accesorios para gorras finas/gruesas muestran una demanda basada en patrones. | Ofrece opciones de actuadores estrechos, estándar y de ventilador en una misma plataforma con un etiquetado de patrones claro. | Los usuarios no necesitan una gorra universal. Necesitan una gorra que se ajuste a la tarea. |
| Comunicación de color poco fiable | Los usuarios prueban el aerosol porque no confían en el color de la tapa. | Utilice el anillo de color real de 360 grados, las muestras de color real en aerosol QR y las notas sobre el efecto del sustrato para los colores metálicos y perlados. | Reduce los daños en tienda, las devoluciones y las quejas por diferencias de color. |
| Ataque de revestimiento de DME/transportado por agua | Fuentes técnicas advierten que los sistemas acuosos con alto contenido de DME pueden dañar los revestimientos. | Utilice revestimientos de epoxi o poliéster más compatibles con BPA-NI y mejore el material de la junta de la válvula. | Sin compatibilidad con el envase, las mejoras a base de agua se convierten en fracasos en cuanto a su vida útil. |
| Pulverización débil a baja temperatura | Los usuarios suelen comentar la importancia de calentar las latas antes de usarlas. | Ajustar el rango de presión de vapor del propulsor para mercados fríos; añadir iconos de temperatura; considerar la división de SKU para invierno. | Una misma proporción de propulsor no se adapta a todos los climas. |
| Embalaje pesado, costes logísticos, presión sobre la sostenibilidad | Las tendencias europeas en materia de embalaje impulsan la reducción de peso y la reciclabilidad. | Utilizar un diseño de lata ligero, actuadores PCR, menos piezas de sobretapa y envases metálicos reciclables. | La presión regulatoria, el costo del transporte y la presentación de informes sobre emisiones de carbono se mueven en la misma dirección. |
La conclusión principal es contundente: muchas reseñas negativas no se deben a fallos en la fórmula. Se trata de fallos en el diseño del envase que impiden que la fórmula se distribuya correctamente. Si la válvula gotea, el actuador se obstruye con pintura, el patrón de pulverización falla o la indicación de color es incorrecta, el usuario culpará al envase.
9. Conclusión
Un bote de pintura en aerosol debe considerarse un sistema de dispensación a presión, no un simple recipiente metálico. La fórmula de la pintura, el propelente, la válvula, el actuador, el revestimiento del bote y las instrucciones de uso determinan el resultado final del recubrimiento. Cuando el sistema está bien ajustado, el bote permite una pulverización rápida, sencilla y uniforme. Cuando no lo está, se producen fugas, obstrucciones, salpicaduras, una película irregular, diferencias de color o pérdida prematura de presión.
Las próximas ventajas prácticas provendrán de la formulación con bajo contenido de COV o baja reactividad, la compatibilidad con DME en base acuosa, envases más ligeros y reciclables, una mejor ergonomía de los actuadores y un control más preciso de la plataforma de válvulas. Para los fabricantes, el equipo de envasado no desempeña una función de apoyo. En los botes de pintura en aerosol, el envasado forma parte integral del proceso.
10. Preguntas frecuentes: Preguntas sobre latas de pintura en aerosol
El patrón de pulverización se controla principalmente mediante el diseño del orificio del actuador, la geometría de la cámara de remolino, el caudal de la válvula, la presión del propulsor, la viscosidad de la pintura y la dispersión del pigmento. Un patrón en abanico requiere una presión estable y un tamaño de gota adecuado. Si la boquilla es demasiado estrecha, la viscosidad demasiado alta o el pigmento está mal disperso, el patrón puede volverse irregular, estrecho o desigual.
La presencia de gotas suele indicar que el flujo de líquido y gas ya no es estable en la boquilla. Las causas comunes incluyen baja temperatura, baja presión en el envase, obstrucción en los conductos del actuador, alta viscosidad de la formulación, sedimentación del pigmento, agitación deficiente o desajuste entre la válvula y el actuador. El usuario observa gotas o grumos, pero la causa principal puede estar en la formulación, la válvula, el sistema de propulsión o las condiciones de almacenamiento del envase.
Los propelentes líquidos, como el GLP o el DME, existen en estado líquido y gaseoso dentro del envase. A medida que se descarga el producto, se vaporiza más propelente líquido, lo que ayuda a mantener la presión. Los gases comprimidos, como el aire o el nitrógeno, no reponen la presión de la misma manera. Su presión disminuye a medida que el envase se vacía, por lo que el rendimiento de la pulverización en la etapa final puede disminuir de forma más visible.
Las pinturas en aerosol con base de solvente siguen siendo comunes porque secan rápido, se atomizan bien, forman películas a bajas temperaturas y, a menudo, ofrecen una excelente adherencia y un buen acabado superficial. Además, toleran muchas condiciones de aplicación doméstica. La desventaja es evidente: inflamabilidad, exposición a COV, olor, control de transporte y normas de reactividad más estrictas. Por eso, las alternativas de baja reactividad y de base acuosa siguen ganando popularidad.
La pintura en aerosol a base de agua es compleja porque el agua, la resina, el DME u otro propelente, la junta de la válvula, el revestimiento del envase y una larga vida útil deben ser compatibles. Un bajo contenido de COV por sí solo no es suficiente. El sistema debe atomizar correctamente, nivelarse adecuadamente, resistir la corrosión, evitar la sedimentación del pigmento y mantener la presión durante el almacenamiento y el uso.
En Estados Unidos, el cumplimiento de las normas sobre recubrimientos en aerosol exige clasificación por categorías, límites de reactividad ponderados por producto, etiquetado, registros e informes según la normativa federal. California incorpora la lógica MIR y PWMIR con categorías detalladas de recubrimientos generales y especiales. La clasificación para el transporte también es importante, ya que un mismo producto puede requerir controles de manipulación de aerosoles según la norma UN 1950 y controles de embalaje de cantidad limitada.
Los botes de pintura en aerosol tienen un volumen fijo, un caudal de válvula fijo, un comportamiento de presión variable y un control de boquilla limitado en comparación con los sistemas de pistola pulverizadora. Para superficies grandes, el espesor de la película, el control de la superposición y el tiempo de pulverización continua se vuelven más difíciles de gestionar. Una pistola pulverizadora suele ofrecer un mejor control, un menor coste unitario de recubrimiento y resultados más uniformes para paneles completos o trabajos industriales.
El actuador determina la fuerza de presión, la dirección de pulverización, el tamaño del orificio, la forma del abanico, la fragmentación de las gotas y la retención de pintura cerca de la salida. Un actuador defectuoso puede tener fugas, obstruirse, salpicar, fatigar al usuario o distorsionar el patrón de pulverización. Un actuador de mejor calidad no soluciona un problema con la formulación, pero puede ayudar a aplicar una buena formulación de forma uniforme sobre la superficie.
La coincidencia de color se ve afectada por el espesor de la película, el color del sustrato, la imprimación, la distancia de pulverización, el número de capas, la orientación de las partículas metálicas, el nivel de brillo y las condiciones de secado. El color de la tapa o los bloques de color impresos solo permiten aproximar el resultado final. Los colores metálicos, nacarados, transparentes y de baja cobertura muestran la diferencia con mayor claridad, por lo que las muestras de pulverización real o las muestras QR resultan útiles.
Las modificaciones más útiles en el empaque se centran en los puntos débiles más comunes: mayor tolerancia de la junta del vástago, materiales de actuador con menor retención, tapas reemplazables o de repuesto, opciones de patrón de abanico, boquillas más anchas y cómodas, actuadores de gatillo, mayor compatibilidad con el revestimiento, iconos de temperatura más claros y comunicación a color real. Estas modificaciones reducen las fugas, la obstrucción, la fatiga, la inestabilidad del rociado, la caducidad y las quejas por discrepancias de color.
