Descripción general del estándar
FEA 406 es un estándar industrial emitido por Federación Europea de Aerosoles (FEA) que define el Definición y método de medición de la planitud del cordón (planitud de la superficie de asentamiento del talón) en envases de aerosol con aberturas de 25,4 mm.
El propósito de la norma no es establecer tolerancias de aceptación, sino garantizar que diferentes fábricas y laboratorios midan la planitud del cordón bajo condiciones uniformes y comparables.
Qué significa en la práctica la “planitud del cordón”
En el clinchado de aerosoles, la región del talón es la superficie de asiento funcional donde la junta de la copa de la válvula debe comprimirse uniformemente. La "planitud" se refiere simplemente a la cualidad de ser plano; en términos de producción, significa que el anillo de asiento del talón no debe presentar puntos altos o bajos que provoquen una carga desigual en la junta.
Ámbito de aplicación
La FEA 406 se aplica a:
- Envases metálicos de aerosol con Aberturas de 25,4 mm
- Controles de calidad de rutina y verificación de laboratorio de la calidad del asentamiento de los cordones
Se utiliza comúnmente junto con otros estándares de sistemas de sellado de 25,4 mm para formar un circuito de control completo.
Método de medición
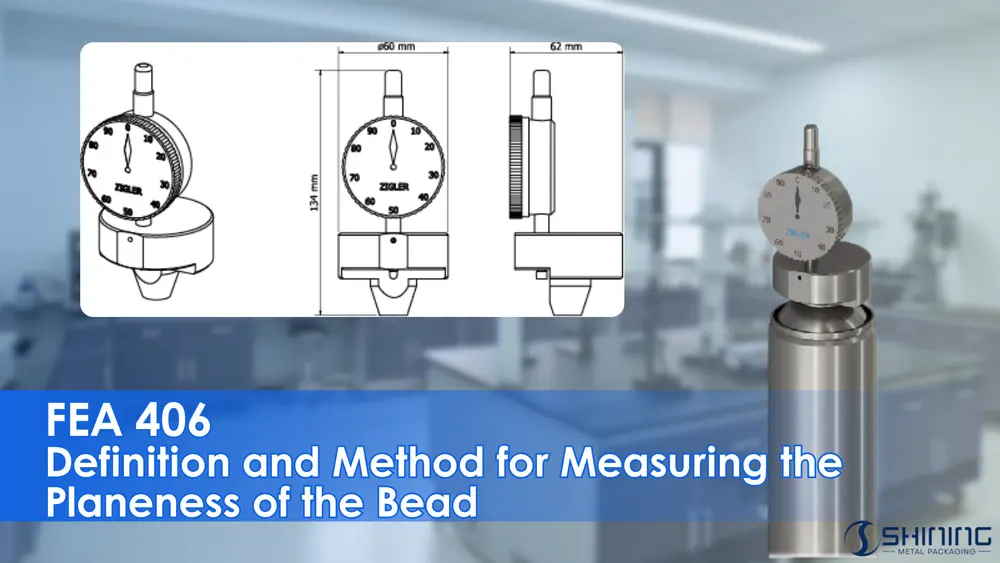
La norma describe un dispositivo de medición mecánico construido alrededor de una placa plana de referencia y un recipiente de retención giratorio. El método mide la máxima falta de planeidad durante una rotación completa de 360° del contenedor.
Concepto del dispositivo y componentes clave
| Llave | Componente | Función en la Medición |
|---|---|---|
| (a) | Placa de referencia plana | Define un plano estable; la superficie de asiento del talón descansa sobre esta placa. |
| (b) | Pieza central (Ø 25 ± 0,1 mm) | Centra la apertura de 25,4 mm para que el contacto del cordón sea repetible y no dependa del operador. |
| (do) | Barra de medición (Ø 8 mm) + calibre | Hace contacto con la región del cordón a través de un corte; el medidor lee la desviación máxima a medida que la lata gira. |
Figura 1 – Dispositivo de medición (de la norma)

Procedimiento paso a paso
- Coloque el dispositivo de medición sobre una superficie estable; confirme que la placa de referencia esté limpia y sin daños.
- Coloque la abertura del contenedor sobre la pieza central de manera que La superficie de asentamiento del talón se encuentra en la placa.
- Asegúrese de que la barra de medición se asiente en el corte de la placa y pueda entrar en contacto con la región del cordón.
- Gire el recipiente a través 360° y grabar el desviación máxima indicado por el calibre.
Cómo la planeidad del talón afecta el remachado y el sellado
La planitud del talón afecta directamente la uniformidad con la que se comprime la junta de la copa de la válvula durante el remachado. Si el talón presenta zonas altas y bajas, el remachado puede parecer aceptable mientras que la junta se carga de forma desigual, lo que crea microfugas que aparecen solo después de ciclos de temperatura o almacenamiento en estantería.
En la resolución de problemas, la planitud del cordón es especialmente relevante cuando se observa:
- Fugas aleatorias en latas que por lo demás se encuentran “dentro de las especificaciones”
- Inclinación de la válvula o apariencia irregular del clinch que no se correlaciona con la altura de contacto
- Alta variación entre líneas de llenado a pesar de configuraciones de herramientas similares
Relación con otras normas
- FEA 405 – Medición del paralelismo (orientación de la apertura vs base)
- EN 14850 – Medición de la altura de contacto (parámetro de interfaz de clinch funcional)
- EN 15010 – Tolerancias relacionadas con el clinch (donde se definen límites de aceptación)
En conjunto, estas normas separan tres modos de falla diferentes:
- Paralelismo: El plano de apertura está inclinado con respecto a la base.
- Planitud: La superficie de asentamiento del talón es irregular (ondulada)
- Altura de contacto: La posición efectiva de la interfaz de clinchado se desplaza hacia arriba/abajo
Descargar el PDF estándar
Este documento proporciona FEA 406, que define la planeidad del cordón y los métodos de medición estandarizados para envases de aerosol con aberturas de 25,4 mm. Especifica un procedimiento de medición rotacional para evaluar la planeidad máxima y garantizar un asiento y sellado de la válvula fiables.
Preguntas frecuentes: Ingeniería y control de calidad
La norma FEA 406 estandariza el método de medición y el concepto del dispositivo, lo que permite la comparación de resultados entre diferentes sitios. Los límites de tolerancia suelen consultarse en los requisitos de rendimiento del clinchado o en las normas de tolerancia relacionadas de su sistema de especificaciones.
La rotación garantiza capturar el punto más desfavorable en toda la circunferencia, no solo un punto local. Las comprobaciones de un solo punto pueden pasar por alto la zona alta/baja dominante que causa la irregularidad de la junta.
No es fiable. Una mayor fuerza tiende a sobrecomprimir las zonas altas, dejando las zonas bajas con poca carga, lo que puede empeorar la estabilidad de las fugas. La planeidad debe controlarse durante el conformado del envase y la creación del cordón.
El paralelismo es un error de orientación (inclinación entre planos), mientras que la planitud es un error de calidad superficial (ondulación en el anillo de asentamiento del talón). Una lata puede ser paralela pero no plana, y puede ser plana pero no paralela; ambos pueden perjudicar el sellado de diferentes maneras.
Es más útil cuando se observa variabilidad en las fugas que no se explica por el diámetro ni la altura de contacto. También es útil al cambiar de proveedor o cuando cambian las condiciones de formación del cordón (desgaste de la herramienta, acumulación de laca, deriva de formación).
