Inspección de doble costura en la fabricación de latas de bebidas
En lata de bebida la producción, la doble costura La junta es la unión mecánica que conecta el cuerpo de la lata con la tapa. Esta junta se forma mediante dos operaciones de laminado que pliegan las capas metálicas para crear un cierre hermético. La junta terminada contiene cinco capas de metal: tres de la tapa y dos del cuerpo de la lata.
Dado que la costura es la principal barrera que protege la bebida dentro del envase, incluso un pequeño defecto puede provocar fugas, entrada de oxígeno o contaminación microbiana. Por ello, los fabricantes implementan estrictos procedimientos de inspección para verificar la integridad de la costura durante todo el proceso de producción.
¿Por qué inspeccionar las costuras dobles?
Un sellado adecuado es fundamental para garantizar la seguridad y la vida útil del producto. Un doble sellado correctamente formado evita fugas de líquido e impide la entrada de oxígeno y microorganismos al envase.
Si la costura está mal formada, pueden surgir varios problemas:
- Fugas del producto durante el almacenamiento o el transporte.
- Entrada de oxígeno que degrada el sabor y la carbonatación.
- Contaminación microbiana
- Deterioro prematuro y vida útil reducida
Debido a estos riesgos, los productores de bebidas inspeccionan rutinariamente las costuras durante todo el proceso de producción para confirmar que cada lata cumple con las especificaciones dimensionales.
Métodos de inspección de costuras
La inspección de doble costura suele seguir un enfoque de control de calidad multicapa que combina la inspección externa, la medición dimensional y las pruebas destructivas.
Controles visuales y externos
Los operarios inspeccionan regularmente el exterior de las costuras para defectos visibles. Estas comprobaciones ayudan a detectar problemas comunes como:
- Costuras afiladas
- Caídas
- Vees
- Espuelas
- Rollos de costura incompletos
La inspección visual es muy eficaz y puede detectar aproximadamente entre el 80 % y el 90 % de los problemas de costura durante el control rutinario de la producción.
Los equipos de producción suelen inspeccionar una lata de cada cabezal de sellado aproximadamente cada 30 minutos.
Pruebas de desmontaje destructivas
Las inspecciones externas por sí solas no permiten confirmar la estructura interna de la costura. Por lo tanto, se realizan ensayos destructivos periódicos para examinar la formación de ganchos internos.
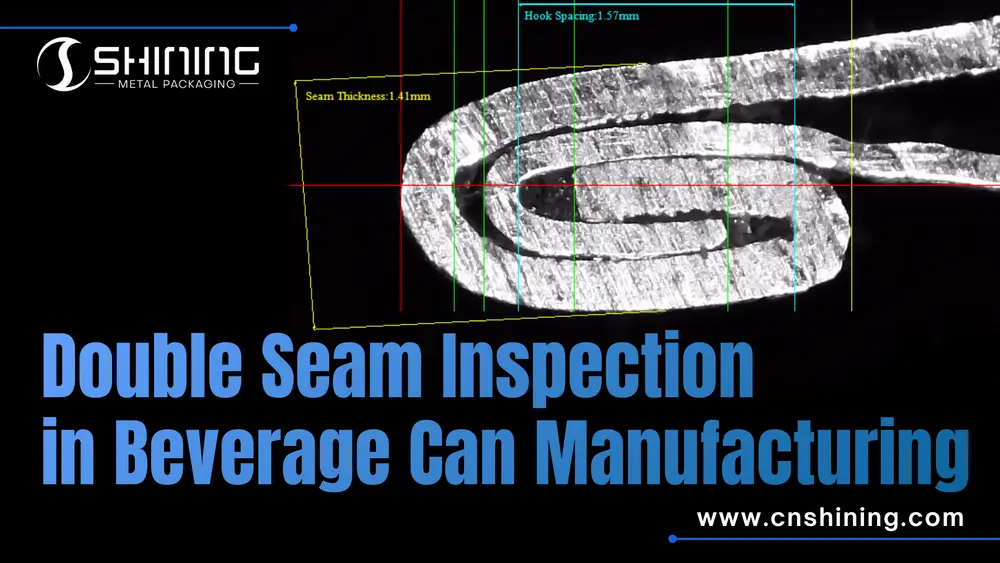
En la inspección de desmontaje, se corta una lata de muestra para exponer la sección transversal de la costura. Luego, los técnicos miden varios parámetros internos, incluyendo la longitud de los ganchos y el solapamiento.
También se inspecciona el gancho de la cubierta para detectar arrugas, que pueden indicar una presión de costura o una configuración del rodillo incorrectas.

Medidas clave de las costuras
Para garantizar la calidad de la costura, los fabricantes controlan varias dimensiones críticas. Estas mediciones confirman que la costura se mantiene dentro de los límites de tolerancia y garantiza un sellado fiable.

| Parámetro | Descripción | Importancia |
|---|---|---|
| Longitud del gancho de la cubierta | El borde curvado de la tapa después del proceso de sellado. | Garantiza un acoplamiento adecuado con el gancho del cuerpo. |
| Longitud del gancho del cuerpo | La brida doblada del cuerpo de la lata. | Determina la estructura de enclavamiento interno. |
| Grosor de la costura | Espesor total de la costura terminada. | Indica la compresión correcta de las capas metálicas. |
| Altura de la costura | Dimensión vertical de la costura. | Ayuda a verificar la presión y la alineación correctas del rodillo. |
| Superposición | Longitud donde se entrelazan los ganchos del cuerpo y la cubierta. | Una superposición insuficiente puede provocar fugas. |
| Profundidad del avellanado | Profundidad del perfil de la tapa en relación con la costura. | Afecta a la resistencia de la tapa y a la geometría de la junta. |
Equipos de inspección
En los entornos de producción de bebidas se utilizan diversas herramientas especializadas para inspeccionar y medir las costuras dobles.
Kit de prueba de costura manual
Un kit de prueba de costuras tradicional suele incluir:
- Abrelatas de disco
- Alicates de corte frontal
- micrómetro de costura
Estas herramientas permiten a los técnicos retirar la tapa, exponer la sección transversal de la junta y medir el espesor de la junta y la profundidad del avellanado con gran precisión.
Proyector de costuras y sistemas de medición de vídeo
Los modernos proyectores de costura y los sistemas de inspección por vídeo automatizan la medición de las costuras. Estos sistemas capturan imágenes de alta resolución de la sección transversal de la costura y miden las dimensiones críticas en cuestión de segundos.
La resolución típica puede alcanzar los 0,001 mm, lo que proporciona datos de medición de alta precisión para el control estadístico de procesos (CEP).

Analizadores de costuras automatizados
Los analizadores de costura computarizados introducidos en la década de 1990 mejoraron aún más la eficiencia de la inspección. Estos sistemas automatizan tanto el seccionamiento de la costura como el análisis dimensional.
Los analizadores avanzados pueden registrar datos de medición, generar gráficos SPC y detectar tendencias de producción antes de que se produzcan defectos.
Escáneres de costura no destructivos
Algunos sistemas de inspección modernos utilizan tecnología de escaneo óptico o de rayos X para medir las costuras sin cortar la lata.
Estos sistemas permiten la inspección de costuras 100% directamente en las líneas de producción, minimizando al mismo tiempo el desperdicio de producto.
Mejores prácticas para el control de calidad de las costuras
La mayoría de los fabricantes de bebidas siguen procedimientos estructurados de inspección de costuras para mantener una calidad de sellado uniforme.
- Realice una inspección visual de las juntas cada 30 minutos.
- Medir el espesor de la costura y la profundidad del avellanado durante la producción.
- Realizar pruebas de desmontaje destructivo de juntas en cada turno.
- Registre los datos de las costuras y compárelos con las especificaciones del proveedor.
- Utilice el control estadístico de procesos para monitorear las tendencias de las costuras.
- Detenga la producción inmediatamente si las dimensiones críticas superan los límites.

Preguntas frecuentes: Inspección de doble costura
A: El solapamiento mínimo debe ser de al menos 1,0 mm para garantizar un sellado hermético y evitar fugas. Los ingenieros deben verificar esto con las especificaciones del proveedor durante las pruebas de desmontaje para evitar problemas de compatibilidad con los equipos de sellado.
A: Realice pruebas de desmontaje al menos una vez por turno, cada 3-4 horas, para medir dimensiones internas como la longitud de los ganchos. Esta frecuencia ayuda a detectar el desgaste prematuro de las máquinas de coser, reduciendo el riesgo de fallos en los lotes.
A: Una estanqueidad inferior a 75% puede provocar arrugas que generan microfugas, permitiendo la contaminación. Los equipos de compras deben adquirir latas con índices de estanqueidad comprobados para minimizar los riesgos de retirada del producto en la producción.
A: La mayoría de los escáneres, como el Auto XTS, admiten tamaños estándar de latas de bebidas, pero es necesario verificar la compatibilidad con dimensiones personalizadas. Los ingenieros deben calibrar el escáner para alturas de costura específicas y así garantizar mediciones precisas sin interrupciones en la producción.
A: Compare los parámetros medidos, como la profundidad del avellanado y el espesor de la costura, con la documentación del proveedor utilizando micrómetros. Para la adquisición, incluya criterios de aceptación en los contratos para rechazar los lotes que no cumplan con los requisitos lo antes posible.
A: Busque una precisión de 0,01 mm con herramientas como micrómetros de costura para detectar desviaciones. Esto garantiza la integridad del sellado, y los ingenieros deben registrar datos para realizar análisis de tendencias y predecir fallas en los equipos.
A: Las inspecciones visuales detectan entre el 80 % y el 90 % de los defectos, pero no detectan problemas internos como una superposición deficiente. Para una mayor seguridad, especialmente en líneas de alta velocidad donde la adquisición se centra en proveedores fiables, es recomendable combinarlas con mediciones dimensionales.
A: Entre los riesgos se incluyen fallos de software que afectan al registro de datos, lo que puede provocar que no se detecten ciertas tendencias. Los ingenieros deben validar periódicamente los resultados del control estadístico de procesos (SPC), mientras que el departamento de compras evalúa la fiabilidad a largo plazo del soporte del proveedor.
