1. Introducción: El “escudo de seguridad” del envasado de alimentos.
En la industria de bebidas y alimentos de alta gama, las botellas de aluminio ofrecen una barrera inigualable contra la luz y el oxígeno. Sin embargo, para evitar la interacción química entre el metal y el contenido, especialmente líquidos ácidos (zumos), alcohólicos (vino/cerveza) o grasos, se requiere un alto rendimiento. Recubrimiento interno Es esencial. Este revestimiento actúa como una barrera inerte, asegurando que el contenido permanezca inalterado y sea seguro para el consumo.
2. Análisis en profundidad: ¿Por qué la “guerra” global contra el BPA?
Bisfenol A (BPA) ha sido una piedra angular de las resinas epoxi-fenólicas durante décadas. Sin embargo, su estructura molecular se reconoce como una Disruptor endocrino, lo que ha dado lugar a un cambio global en las normas de seguridad de los envases.

Riesgos críticos para la salud:
- Mimetismo hormonal: El BPA interfiere con el sistema endocrino al imitar al estrógeno, afectando la salud metabólica.
- Desarrollo neurológico: La exposición durante la primera infancia está relacionada con cambios de comportamiento y trastornos por déficit de atención (TDA).
- Prevención estricta: Las principales autoridades sanitarias exigen ahora un "principio de precaución", especialmente para los productos consumidos por bebés y mujeres embarazadas.
3. Panorama de cumplimiento normativo perfeccionado
1. Unión Europea: La evolución de la (CE) No.
El reglamento marco Reglamento (CE) n.º 1935/2004 asegura que los materiales sean suficientemente inertes. Sin embargo, Reglamento (UE) 2018/213 Introdujeron límites mucho más estrictos específicamente para el BPA en barnices y recubrimientos:
- Reducción de SML: El límite de migración específico (SML) para el BPA se redujo drásticamente de 0,6 mg/kg a 0,05 mg/kg.
- Prohibición para bebés: Desde 6 de septiembre de 2018, El BPA está estrictamente prohibido en los recubrimientos de los envases destinados específicamente a bebés y niños pequeños (de 0 a 3 años).
Bajo Reglamento (UE) 2024/3190, Se ha prohibido el uso de BPA en materiales en contacto con alimentos, incluidos los recubrimientos utilizados en el interior de las latas de bebidas. La normativa entró oficialmente en vigor en enero de 2025, con un período de transición que se extiende hasta julio de 2026 para la mayoría de los productos.fuente)
2. Alemania: LFGB y pureza sensorial
Más allá de las leyes de la UE, el alemán LFGB (Código de Alimentos y Piensos) exige que los revestimientos internos pasen rigurosas pruebas. Evaluación sensorial (DIN 10955). Esto garantiza que el recubrimiento no transmita ningún sabor desagradable, ya sea metálico o químico, a productos sensibles como el agua mineral o el vino.
3. EE. UU.: Proposición 65 de California (Propuesta 65)
BPA se agregó a la lista de la Propuesta 65 en 2015. OEHHA directrices, si el nivel de exposición supera el Nivel de dosis máximo permitido (MADL) Si la exposición dérmica a materiales sólidos supera los 3 microgramos diarios, se debe proporcionar una advertencia clara y razonable a los consumidores. Elegir recubrimientos sin BPA ayuda a las marcas a evitar estos costosos requisitos de etiquetado.
4. Selección técnica: sin BPA frente a sin BPA.
Comprender los matices técnicos es clave para seleccionar el revestimiento adecuado para su mercado:
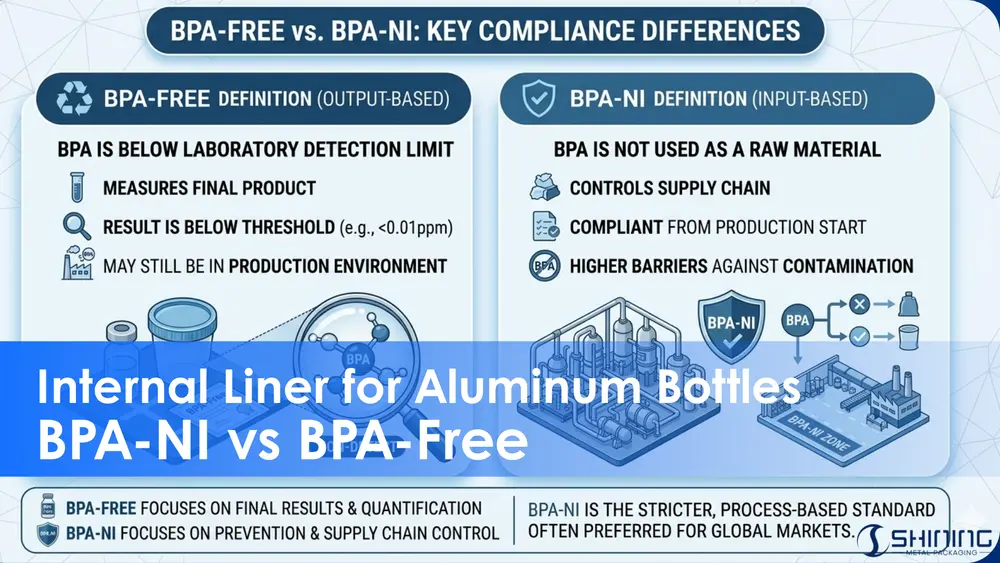
| Criterios | Libre de BPA | BPA-NI (No intencional) |
|---|---|---|
| Definición | Una afirmación basada en resultados. El BPA está por debajo de los límites de detección de laboratorio. | A “Basado en procesos” Afirmación: El BPA no se utiliza como materia prima. |
| Rigor técnico | Es posible que el BPA esté presente en el entorno de fabricación. | Elimina la adición intencional a lo largo de toda la cadena de suministro. |
| Lo mejor para | Productos de consumo estándar para la venta al por menor. | Marcas globales de alta gama y envases seguros para bebés. |
| Modelo recomendado | Valspar 13S93AA | PPG2845 (Sistema de poliéster-amino) |

5. Excelencia en ingeniería: el proceso de curado

La seguridad de un revestimiento está determinada por su Densidad de reticulación. En Shining Packaging, utilizamos un proceso controlado con precisión:
- Atomización de alta velocidad: El sistema de pulverización interno garantiza una cobertura de 360°, incluidas las zonas críticas de la base.
- Polimerización térmica: Las botellas se curan en 220°C – 260°C. Esta fase de alta temperatura garantiza que el recubrimiento se convierta en una "armadura transparente" sólida y totalmente inerte que no migrará a los alimentos.
6. Preguntas frecuentes: Soporte técnico y normativo

A: BPA-NI es un estándar industrial más estricto. Mientras que la etiqueta "Libre de BPA" solo considera el resultado final (que puede verse afectado por la sensibilidad de los laboratorios), BPA-NI garantiza que no se introduzca bisfenol A en la fórmula. Este enfoque de "limpieza desde el principio" es el preferido por las grandes cadenas minoristas internacionales para mitigar riesgos.
A: Se trata de un control de calidad crítico. Utilizamos una solución electrolítica para medir la corriente eléctrica (mA). En el caso de los envases de alimentos, mantenemos un estándar inferior a 50 mA (incluso tras la tensión mecánica del roscado del cuello), lo que garantiza la integridad absoluta de la barrera.
R: Todo lo contrario. El curado a alta temperatura es esencial para asegurar que el recubrimiento esté completamente reticulado y sea químicamente inerte. Una vez curado, no migrará a su bebida.
A: Nuestro PPG2845 Documento de conformidad Confirmamos su idoneidad para alimentos acuosos, ácidos y alcohólicos, según los estimulantes de migración (p. ej., ácido acético 3%, etanol 50%). Ofrecemos orientación específica en función del pH de su producto.
