With its superior anti-counterfeiting performance and airtightness, the ROPP (Roll-On Pilfer-Proof) cap has become the first choice for carbonated drinks, functional drinks, and alcohol packaging. In the aluminum beverage packaging industry, ROPP closures are the core technology for ensuring product integrity and consumer safety. This guide provides an in-depth analysis of its principles, industry standards, and professional troubleshooting.

1. What is an ROPP Cap and Its Key Advantages?
An ROPP cap is a tamper-evident aluminum closure that is formed directly onto the bottle mouth using a mechanical rolling process. The name RO stands for Roll-On (forming the threads), and PP stands for Pilfer-Proof (the tamper-evident ring structure).
- Tamper Evidence: The pilfer-proof band breaks upon opening and remains on the bottleneck, providing clear evidence of tampering.
- Sealing Reliability: On-site rolling ensures the threads fit perfectly with the bottle mouth, offering superior leak-proof and anti-oxidation performance.
- Resealability: The cap can be screwed back on after the initial opening to maintain freshness.
- Sustainability: Made of aluminum alloy, it is 100% recyclable, aligning with global sustainable packaging trends.

Structural Components
- Top Knurling / Venting Slits: Increases friction for easier opening or allows gas to escape when opening carbonated beverages, preventing the cap from popping off.
- Thread Forming Zone: The area designed for Roll-On rollers to press and form the threads.
- Bridge Breakpoints: The number and width of these points can be adjusted based on the required opening torque.
- Pilfer-Proof Band: The ring that hooks under the security bead (transfer ring) of the bottle neck.
2. Technical Specifications and Industry Standards
ROPP caps are primarily manufactured from 8011 Aluminum Alloy, with a typical thickness of approximately 0.23mm.
Common Dimensions and Standard Comparison
The most common thread sizes for aluminum bottles are 28mm and 38mm:
- 28mm Thread: Corresponds to European MCA2 standards and US GPI-1621, GPI-1650, GPI-1655 standards. Used for carbonated drinks, functional beverages, juices, and spirits.
- 38mm Thread: Primarily used for wide-mouth beverage bottles, water, and pharmaceutical bottles.

| Specification | Nominal Diameter (mm) | Height (mm) | Thread OD (mm) | PP Band Diameter (mm) |
|---|---|---|---|---|
| 28×15 | 28 ±0.15 | 15 ±0.2 | 28.1 – 28.25 | 27.7 – 27.9 |
| 28×18 | 28 ±0.15 | 18 ±0.2 | 28.1 – 28.25 | 27.7 – 27.9 |
| 38×18 | 38 ±0.15 | 18 ±0.2 | 38.1 – 38.25 | 37.7 – 37.9 |
- PE Liner: Suitable for products that do not require heat sterilization, such as spirits.
- TPE Liner: Features a grooved design for stronger sealing; ideal for carbonated drinks or products requiring heat sterilization.
3. Capping Equipment and Investment Reference
| Equipment Type | Automation Level | Speed (BPH) | Application | Price Range (USD) |
|---|---|---|---|---|
| Semi-Auto ROPP Machine | Manual loading/unloading | 600 – 1,200 | Lab, small batch production | ~$1,000 |
| Fully Auto Single-Head | Automatic cap feeding | 1,800 – 2,400 | Medium production lines | $15k – $20k |
| Fully Auto Multi-Head | High-speed continuous | 6,000 – 24,000 | Large beverage/wineries | $30k – $100k |

4. Capping Principles and Full Process
Core Principle: “On-site Roll-On Forming”
ROPP caps leave the factory as smooth, unthreaded “plain shells.” During the bottling process, the capping machine uses rotation and pressure to instantly “roll” the aluminum shell into the bottle’s threads while tucking the pilfer-proof band under the bottle’s security bead.

Capping Workflow:
- Placement: Caps are fed via a vibration plate or manually placed on the bottle mouth.
- Head Descent: The Capping Head descends to apply top pressure to the cap.
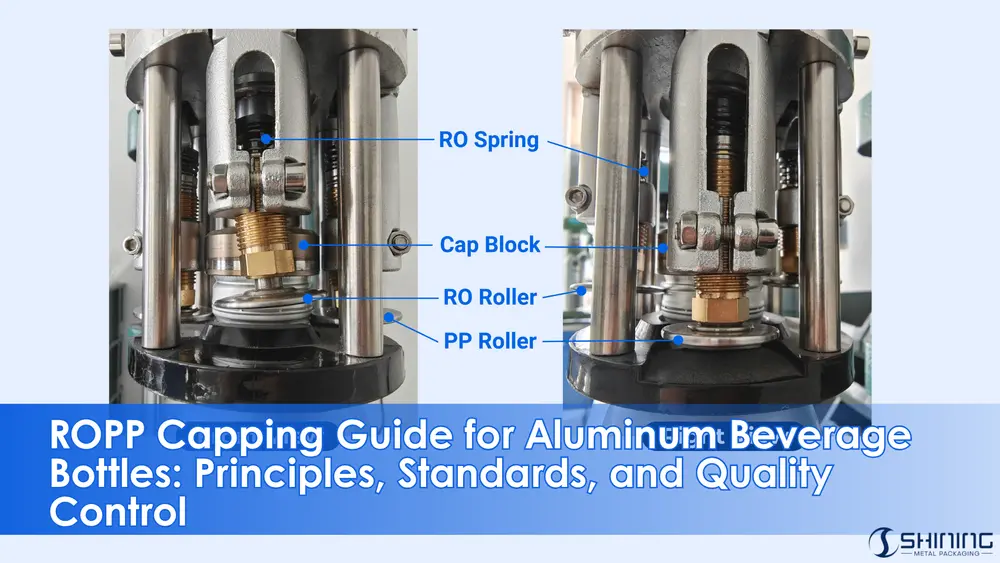
- Rotation & Rolling: The head rotates while 4 rollers (2 RO rollers + 2 PP rollers) work simultaneously.
- Thread Forming (RO Stage): RO rollers press the shell into the neck grooves to form threads.
- PP Band Tucking (PP Stage): The lower rollers tuck the pilfer band under the security bead.
- Completion: A hermetic seal and tamper-evident closure are formed.
5. Quality Testing Procedures

A. Torque Test
Measures the force required to open the bottle. Low torque suggests poor sealing; high torque indicates difficulty for consumers or broken bridges.
- Step 1: Setup – Place the bottle vertically in the center of the torque tester clamp. Secure firmly without deforming the bottle.
- Step 2: Parameters – Set to “Peak Mode,” choose units (N·m or lbf·in), and zero the scale.
- Step 3: Execution – Turn the cap counter-clockwise at a steady speed (completing in 2-3 seconds). Record the peak value.
B. Secure Seal Test (SST)
- Fill the bottle with water and tighten the cap to production torque standards.
- Connect to an air source and inject compressed air.
- Observation: Submerge in water at a set pressure and check for bubbles (leaks).
- Max Pressure: Increase pressure until the cap fails to record the “blow-off” point.
6. Troubleshooting Guide: 10 Common ROPP Defects

| No. | Defect | Potential Causes | Items to Check / Actions |
|---|---|---|---|
| 1 |
|
|
|
| 2 |
|
|
|
| 3 |
|
|
|
| 4 |
|
|
|
| 5 |
|
|
|
| 6 |
|
|
|
| 7 |
|
|
|
| 8 |
|
|
|
| 9 |
|
|
|
| 10 |
|
|
|
Contact our sales team today for detailed technical drawings of aluminum bottles and ROPP caps, as well as customized capping parameter settings for your production line!
