Standard Overview
FEA 406 is an industry standard issued by the European Aerosol Federation (FEA) that defines the definition and measurement method for bead planeness (flatness of the bead seating surface) on aerosol containers with 25.4 mm openings.
The standard’s purpose is not to set acceptance tolerances, but to ensure that different factories and laboratories measure bead planeness under uniform, comparable conditions.
What “Planeness of the Bead” Means in Practice
In aerosol clinching, the bead region is the functional seating surface where the valve cup gasket must compress evenly. “Planeness” is simply the quality of being plane; in production terms, it means the bead’s seating ring should not have local high/low spots that cause uneven gasket loading.
Scope of Application
FEA 406 applies to:
- Metal aerosol containers with 25.4 mm openings
- Routine QC checks and lab verification of bead seating quality
It is commonly used alongside other 25.4 mm sealing-system standards to form a complete control loop.
Measurement Method
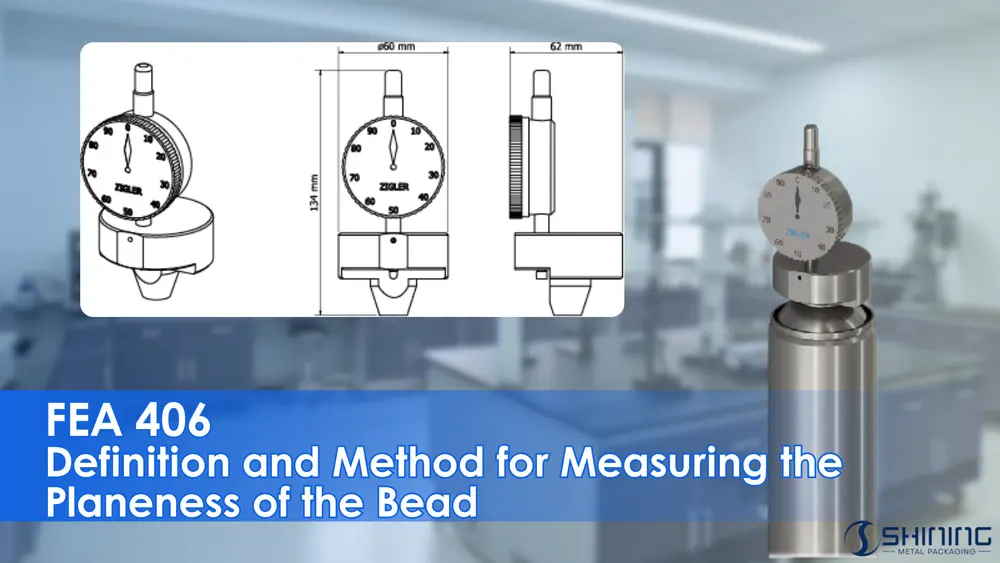
The standard describes a mechanical gauge device built around a reference flat plate and a rotating container check. The method measures the maximum unplaneness during a full 360° rotation of the container.
Device Concept and Key Components
| Key | Component | Function in the Measurement |
|---|---|---|
| (a) | Flat reference plate | Defines a stable plane; the bead seating surface rests on this plate. |
| (b) | Centre piece (Ø 25 ± 0.1 mm) | Centers the 25.4 mm opening so bead contact is repeatable and not operator-dependent. |
| (c) | Measuring bar (Ø 8 mm) + gauge | Contacts the bead region through a cut-out; the gauge reads peak deviation as the can rotates. |
Figure 1 – Measuring Device (from the Standard)

Step-by-Step Procedure
- Place the measurement device on a stable surface; confirm the reference plate is clean and undamaged.
- Position the container opening onto the centre piece so the bead seating surface lies on the plate.
- Ensure the measuring bar sits in the plate cut-out and can contact the bead region.
- Rotate the container through 360° and record the maximum deviation indicated by the gauge.
How Bead Planeness Impacts Clinching and Sealing
Bead planeness directly affects how evenly the valve cup gasket is compressed during clinching. If the bead has high/low zones, the clinch may look acceptable while the gasket is unevenly loaded—creating micro-leak paths that appear only after temperature cycling or shelf storage.
In troubleshooting, bead planeness is especially relevant when you see:
- Random leakage on otherwise “in-spec” cans
- Valve tilt or irregular clinch appearance that does not correlate with contact height
- High variation between filling lines despite similar tooling setups
Relationship with Other Standards
- FEA 405 – Measurement of parallelism (orientation of opening vs base)
- EN 14850 – Measurement of contact height (functional clinch interface parameter)
- EN 15010 – Clinch-related tolerances (where acceptance limits are defined)
Together, these standards separate three different failure modes:
- Parallelism: the opening plane is tilted relative to the base
- Planeness: the bead seating surface is locally uneven (wavy)
- Contact height: the effective clinching interface position shifts up/down
Download the Standard PDF
This document provides FEA 406, defining planeness of the bead and standardized measurement methods for aerosol containers with 25.4 mm openings. It specifies a rotational gauge procedure to evaluate maximum unplaneness and ensure reliable valve seating and sealing performance.
FAQ – Engineering & QA
No. FEA 406 standardizes the measurement method and device concept, so results are comparable across sites. Tolerance limits are typically referenced from clinch-performance requirements or related tolerance standards in your specification system.
Rotation ensures you capture the worst point around the full circumference, not just a local spot. Single-point checks can miss the dominant high/low area that actually drives gasket unevenness.
Not reliably. Higher force tends to over-compress the high zones while leaving low zones under-loaded, which can worsen leak stability. Planeness must be controlled at container forming and bead creation.
Parallelism is an orientation error (tilt between planes), while planeness is a surface quality error (waviness on the bead seating ring). A can can be parallel but not plane, and it can be plane but not parallel—both can harm sealing in different ways.
It is most valuable when you see leak variability that is not explained by diameter or contact height. It’s also useful when switching suppliers or when bead forming conditions change (tool wear, lacquer build-up, forming drift).
