Double Seam Inspection in Beverage Can Manufacturing
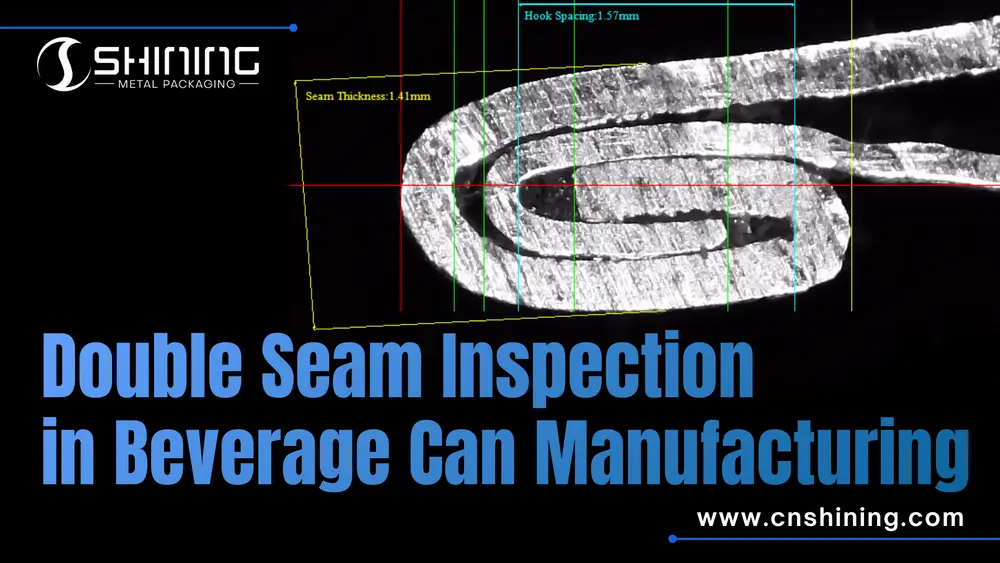
In beverage can production, the double seam is the mechanical joint that connects the can body to the lid. The seam is formed through two rolling operations that fold metal layers together to produce a tight hermetic seal. The finished seam contains five layers of metal — three from the lid and two from the can body.
Because the seam is the primary barrier protecting the beverage inside the container, even a small defect can lead to leakage, oxygen ingress, or microbial contamination. As a result, manufacturers implement strict inspection procedures to verify seam integrity throughout production.
Why Inspect Double Seams?
Proper seam formation is essential to maintaining product safety and shelf life. A correctly formed double seam prevents liquid leakage and blocks oxygen and microorganisms from entering the can.
If the seam is poorly formed, several problems may occur:
- Product leakage during storage or transportation
- Oxygen ingress that degrades flavor and carbonation
- Microbial contamination
- Premature spoilage and reduced shelf life
Because of these risks, beverage producers routinely inspect seams throughout production to confirm that every can meets dimensional specifications.
Seam Inspection Methods
Double seam inspection typically follows a multi-layered quality control approach combining external inspection, dimensional measurement, and destructive testing.
Visual and External Checks
Operators regularly inspect the outside of seams for visible defects. These checks help detect common issues such as:
- Sharp seams
- Droops
- Vees
- Spurs
- Incomplete seam rolls
Visual inspection is highly effective and can detect approximately 80–90% of seam problems during routine production monitoring.
Production teams usually inspect one can from each seaming head approximately every 30 minutes.
Destructive Teardown Tests
External checks alone cannot confirm the internal seam structure. Therefore, periodic destructive testing is performed to examine internal hook formation.
In teardown inspection, a sample can is cut open to expose the seam cross-section. Technicians then measure several internal parameters including hook lengths and overlap.
The cover hook is also inspected for wrinkles, which can indicate improper seaming pressure or roll settings.

Key Seam Measurements
To ensure seam quality, manufacturers monitor several critical dimensions. These measurements confirm that the seam remains within tolerance and maintains a reliable seal.

| Parameter | Description | Importance |
|---|---|---|
| Cover Hook Length | The curled edge of the lid after the seaming operation. | Ensures proper engagement with the body hook. |
| Body Hook Length | The turned-over flange of the can body. | Determines the internal interlocking structure. |
| Seam Thickness | Total thickness of the finished seam. | Indicates correct compression of metal layers. |
| Seam Height | Vertical dimension of the seam. | Helps verify correct roll pressure and alignment. |
| Overlap | Length where the body and cover hooks interlock. | Insufficient overlap can cause leaks. |
| Countersink Depth | Depth of the lid profile relative to the seam. | Affects lid strength and seam geometry. |
Inspection Equipment
Several specialized tools are used to inspect and measure double seams in beverage production environments.
Manual Seam Test Kit
A traditional seam test kit usually includes:
- Disc-type can opener
- End-cutting nipper
- Seam micrometer
These tools allow technicians to remove the lid, expose the seam cross-section, and measure seam thickness and countersink depth with high precision.
Seam Projector and Video Measurement Systems
Modern seam projectors and video inspection systems automate seam measurement. These systems capture high-resolution images of the seam cross-section and measure critical dimensions within seconds.
Typical resolution can reach 0.001 mm, providing highly accurate measurement data for statistical process control (SPC).

Automated Seam Analyzers
Computerized seam analyzers introduced in the 1990s further improved inspection efficiency. These systems automate both seam sectioning and dimensional analysis.
Advanced analyzers can record measurement data, generate SPC charts, and detect production trends before defects occur.
Non-Destructive Seam Scanners
Some modern inspection systems use optical or X-ray scanning technology to measure seams without cutting the can.
These systems allow 100% seam inspection directly on production lines while minimizing product waste.
Best Practices for Seam Quality Control
Most beverage manufacturers follow structured seam inspection procedures to maintain consistent sealing quality.
- Perform visual seam inspection every 30 minutes
- Measure seam thickness and countersink depth during production
- Conduct destructive seam teardown tests every shift
- Record seam data and compare with supplier specifications
- Use statistical process control to monitor seam trends
- Stop production immediately if critical dimensions exceed limits

FAQ: Double Seam Inspection
A: The minimum overlap should be at least 1.0 mm to ensure a hermetic seal and prevent leaks. Engineers must verify this against supplier specs during teardown tests to avoid compatibility issues with seaming equipment.
A: Perform teardown tests at least once per shift, every 3-4 hours, to measure internal dimensions like hook lengths. This frequency helps catch early wear in seamers, reducing risks of batch failures.
A: Seam tightness below 75% can lead to wrinkles causing micro-leak paths, allowing contamination. Procurement teams should source cans with proven tightness ratings to minimize recall risks in production.
A: Most scanners like Auto XTS support standard beverage can sizes, but verify compatibility for custom dimensions. Engineers need to calibrate for specific seam heights to ensure accurate measurements without production halts.
A: Compare measured parameters like countersink depth and seam thickness against supplier docs using micrometers. For procurement, include acceptance criteria in contracts to reject non-compliant batches early.
A: Aim for 0.01 mm precision with tools like seam micrometers to detect deviations. This ensures seal integrity, and engineers should log data for trend analysis to predict equipment failures.
A: Visual checks catch 80-90% of defects but miss internal issues like poor overlap. Combine with dimensional gauging for full assurance, especially in high-speed lines where procurement focuses on reliable suppliers.
A: Risks include software glitches affecting data logging, leading to undetected trends. Engineers must validate SPC outputs regularly, while procurement evaluates vendor support for long-term reliability.
